
Възможности на машината: Съгласуване Cnc turning machine Спецификации с вашите производствени нужди
Мощност на шпиндела, огъваемост и интелигентност на системата за управление
Мощността на шпиндела има голямо значение за създаването на достатъчен въртящ момент при рязане на трудни материали като титан или инконел. Машините с масивна конструкция обикновено по-добре се съпротивляват на вибрациите по време на интензивно рязане с високи скорости или под тежки натоварвания, което помага запазването на точните размери на детайлите и осигурява добро качество на повърхността. Съвременните системи за управление обработват сложни G-код команди доста добре, а някои са оборудвани с интелигентен софтуер, който всъщност предвижда промените в температурата още преди да се случат, автоматично коригирайки параметрите, така че допуснатите отклонения да останат в рамките на около половин хилядна от инча (което съответства на прецизния клас ISO 2768). Всички тези елементи работят заедно, за да определят дали един обработващ център може да запази постоянна прецизност при големи серийни производствени серии, без да се сблъсква с проблеми, изискващи скъпи поправки или неочаквани спирания на производствената линия.
Активни инструменти, Y-ос и интеграция на вторичен шпиндел за повишена ефективност при множество операции
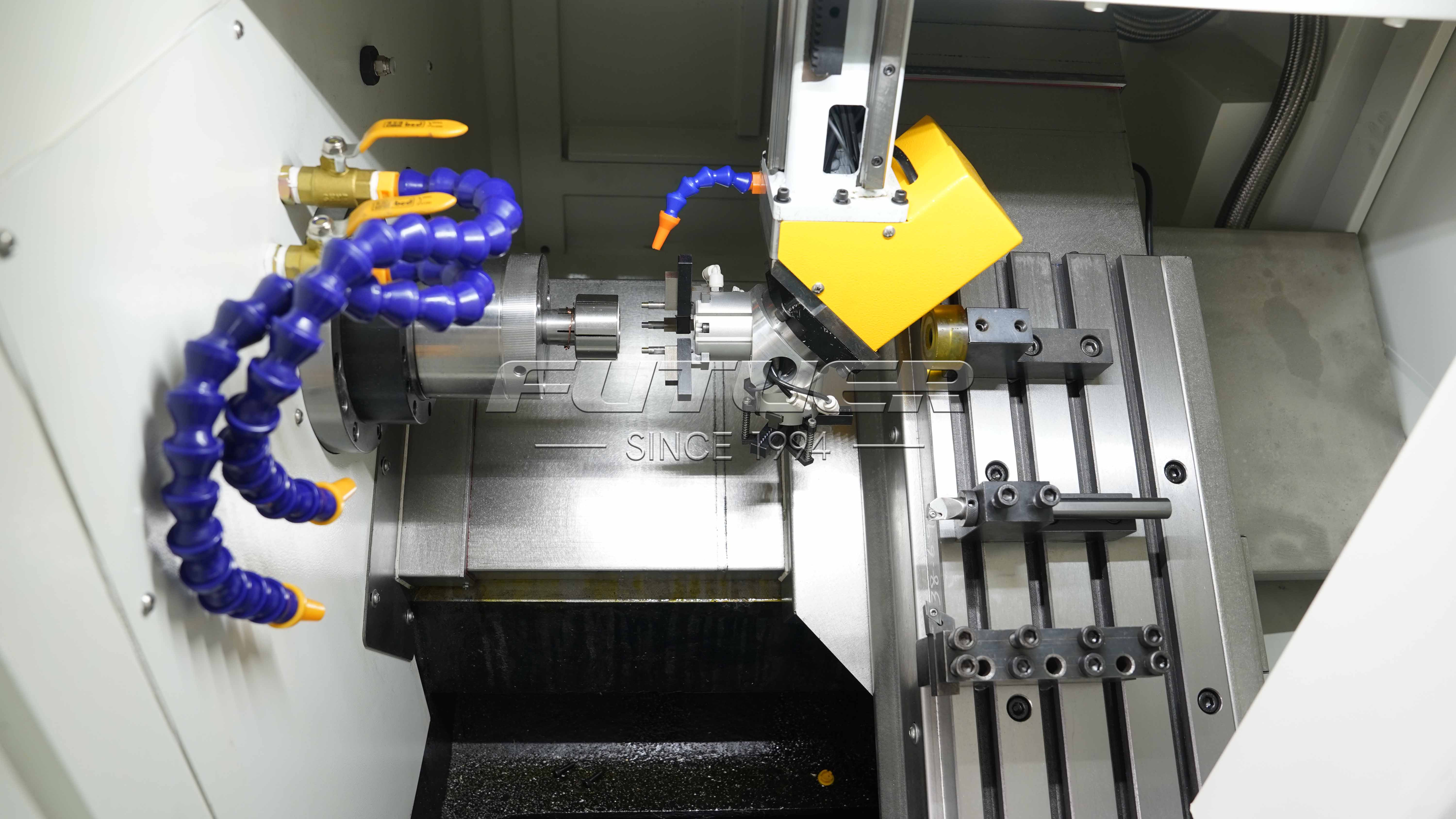
Когато към токарните машини се добавят ротационни инструменти, тези машини се превръщат в истински мултизадачни устройства, способни да извършват разнообразни операции като фрезоване, свредлене и дори нарязване на резби под прав ъгъл спрямо основното шпиндел. Добавете ос Y и изведнъж тези машини могат да обработват сложни форми и елементи, които не са центрирани върху заготовката. Помислете за неща като шестоъгълни равни повърхности или сложни напречни отвори, които преди изискваха многократно преместване на детайлите. С вторично шпиндел прикачено, детайлите автоматично се прехвърлят от една страна на друга по време на обработка. Това означава, че се работи върху двете страни без нужда от спиране и преорганизация, което значително намалява времето за цикъл. Някои производствени цехове посочват намаления около 60% или около това, в зависимост от това какво произвеждат. За производителите, които обработват много различни конструкции на части, но не в големи количества, тази конфигурация наистина се отплаща. Тя по същество премахва необходимостта от допълнителни настройки, които често водят до грешки при преместването на детайлите между операциите. Резултатът? По-високи темпове на производство и по-добък контрол на качеството за всички тези разнообразни компоненти, минаващи през машинния цех.
Изисквания за детайли: Как геометрията, материалът и прецизността определят избора на CNC токарен стан
Сложност на детайла и вид на материала определят класа на токарния стан и стратегията за инструменти
Формата на частите и твърдостта на материала по същество определят какъв вид токарен стан ще се използва и кои инструменти са най-подходящи. Частите с дълбоки вътрешни елементи, необичайни форми, които не са симетрични, или тези, които са извън центъра, обикновено изискват напреднали машини, наречени многопосови фрезерно-токарни центрове, оборудвани с движение по оста Y и активни инструменти. При работа с много твърди метали с твърдост над около 45 по скалата на Рокуел, производителите обикновено избират машини с високовъртящи мотор-гребени, здрави рамки на стана и специални пластинки от карбид или керамика. За по-меки материали като алуминий, има смисъл да се използват по-бързо въртящи се шпинделни глави, заедно с ефективни системи за отстраняване на стружката. Подборът на подходящите режими за рязане, съобразени с възможностите на машината, значително намалява времето за производство. Някои производства отчитат около една трета по-малко време за всяка детайл, но това се случва само когато всички разбират както ограниченията на оборудването, така и правилните методи за обработка.
Допуски и целеви параметри на повърхностната шероховитост, които влияят на машинната способност и последващата обработка
Когато работите със стеснени допуски около ±0,005 мм, термалната компенсация става задължителна заедно с линейни скали и високорешените системи за обратна връзка, за които всички говорят. За повърхностни шероховатости под Ra 0,8 микрона, производителите обикновено се нуждаят от машинни легла с гасене на вибрациите, прецизно шлифовани водачи, както и от изключително стабилни шпинделни лагери, които поддържат плавна работа. Компонентите за аерокосмическа или медицинска употреба често се нуждаят от допълнително шлифоване или полирване след токарни операции, което може да отнеме между 15% и 30% от общото време за обработка, в зависимост от първоначалното състояние. Детайли от комерсиална класа с допуски ±0,05 мм се обработват напълно задоволително на стандартни CNC токарни центрове, без нужда от вторични довършителни етапи. Гледайки по-голямата картина, разумно е да се инвестира в машини, оборудвани с програмируеми контроли на повърхностната скорост и много фини стъпки на подаване до 0,001 мм, ако искаме да намалим досадните разходи за последваща обработка, независимо от обема на производството.
Оперативна икономика: Оценка на възвръщаемостта на инвестициите, съответствие по обем и обща стойност на притежание за вашата инвестиция в CNC токарен стан
Анализ на безубийственост: Балансиране на разходите за настройка, спестявания по труд и времеви рамки за възвращаемост
Точката на окупуване за производствените операции зависи предимно от три основни неща: колко струва стартирането, колко пари спестяваме по трудови разходи и колко продукти всъщност можем да произведем. Повечето компании установяват, че около две трети от първоначалните им разходи отиват за неща като закупуване на оборудване, правилното му монтиране, подготовката на всички инструменти и обучение на персонала. Има обаче и спестявания. Когато обемите на производството станат достатъчно високи, автоматизираните системи намаляват ръчния труд приблизително наполовина, което означава, че работниците не трябва да докосват всеки артикул толкова често. Освен това по-добрият контрол на качеството намалява отпадъците с около 15 до 25 процента, защото всичко се получава по-еднородно. Веднъж щом месечното производство надмине 5000 единици обаче, изчисленията се променят доста сериозно. Постоянните разходи се разпределят върху повече продукти, а спестяванията по трудови разходи започват сериозно да се натрупват, тъй като машините работят по-дълго без прекъсвания. Ако цялото инвестиране се върне обратно в рамките на три години, това обикновено се счита за доста добър възврат на инвестициите, особено ако търсенето на пазара остане стабилно, вместо да колебае рязко от месец на месец.
Цена на детайл при малки, средни и големи обеми производство
Производството в малък обем (<1 000 броя/месец) носи непропорционално високи разходи за настройка на детайл. Средните обеми (1 000–10 000 броя) постигат оптимален баланс между гъвкавост и ефективност. Големите обеми (над 10 000 броя) използват пълния капацитет на машините – намаляват цената на детайл с до 60% чрез икономически ползи от мащаба и минимизиране на простоюващото време.
Готовност на персонала и поддържаща инфраструктура за устойчиво внедряване на машини за CNC-обработка
Получаването на добри резултати от тези машини не зависи само от наличието на правилното оборудване. Важни са и хората, както и начинът, по който нещата се вършат тук. Според Manufacturing Technology Insights през 2023 г., почти четири от всеки пет неочаквани спирания на CNC машини за обработка се дължат на това, което операторите не знаят, а не на механични повреди. Обучението на нов персонал включва основи като правила за безопасност, прости програмни задачи и правилно настройване на машината. Но това е само част от историята. Реалният напредък настъпва, когато работниците продължават да учат, особено при работа със сложни многопосови системи или при оптимизиране на режещите пътища. Редовните проверки с партньори по поддръжка също помагат значително. Такива мерки като планирани прегледи на шпинделите и наблюдение за износване на лагерите могат да предотвратят проблеми предварително. Цеховете, които съществуват най-дълго, обикновено имат техници, способни да изпълняват множество роли, ясни писмени инструкции, така че всеки да може последователно да възпроизвежда настройките, както и системи за бързо отстраняване на повреди, когато възникнат проблеми с устойчивостта или центрирането. Ако компаниите пренебрегнат инвестициите в хората си и в подпомагащите системи, цялата тази скъпа CNC технология ще остане да стои безполезна, събира прах вместо да печели истински пари за бизнеса.
Често задавани въпроси
Каква е ролята на мощността на шпиндела в машините за CNC обработка?
Мощността на шпиндела е от съществено значение, тъй като определя въртящия момент, необходим за рязане на трудни материали, осигурявайки точни размери и висококачествени повърхнинни отделки, особено при операции с висока скорост или големи натоварвания.
Как живите инструменти и движението по оста Y подобряват ефективността на CNC машините?
Живите инструменти и движението по оста Y превръщат токарните машини в мултизадачни системи, способни да извършват множество операции като фрезоване, пробиване и нарязване на резби, което значително намалява циклите и подобрява производителността.
Какви фактори трябва да се имат предвид при избора на CNC токарна машина?
При избора на CNC токарна машина трябва да се вземат предвид сложността и видът материал на детайлите, необходимите допуски, целите за качеството на повърхнината и общата икономика на операциите.
Как обемът на производството влияе на цената на детайл в CNC обработката?
Цената на детайл е пряко свързана с обема на производството. При производство с малък обем цената на детайл е по-висока поради разходите за настройка, докато при серийно производство се постига икономия на мащаб, което значително намалява разходите.
Съдържание
- Възможности на машината: Съгласуване Cnc turning machine Спецификации с вашите производствени нужди
- Изисквания за детайли: Как геометрията, материалът и прецизността определят избора на CNC токарен стан
- Оперативна икономика: Оценка на възвръщаемостта на инвестициите, съответствие по обем и обща стойност на притежание за вашата инвестиция в CNC токарен стан
- Готовност на персонала и поддържаща инфраструктура за устойчиво внедряване на машини за CNC-обработка
- Често задавани въпроси