
Machinecapaciteiten: Afstemmen Cnc-draaimachine Specificaties op uw productiebehoeften
Spindelvermogen, stijfheid en intelligentie van het besturingssysteem
Het vermogen van de spindel speelt een grote rol bij het genereren van voldoende koppel bij het zagen van moeilijke materialen zoals titaan of Inconel. Machines met een robuuste constructie dempen trillingen doorgaans beter tijdens intense freesbeurten bij hoge snelheden of onder zware belasting, wat helpt om de afmetingen van onderdelen nauwkeurig te houden en een goede oppervlaktekwaliteit te garanderen. Moderne besturingssystemen verwerken ingewikkelde G-code-instructies behoorlijk goed, en sommige zijn uitgerust met slimme software die temperatuurveranderingen voorspelt nog voordat ze optreden, en automatisch aanpast zodat toleranties binnen ongeveer een halve duizendste inch blijven (dit komt overeen met ISO 2768 fijnklasse). Al deze elementen werken samen om te bepalen of een bewerkingscentrum consistent precisie kan behouden bij grootschalige productieloppen, zonder problemen die dure herstellingen of onverwachte stilstanden op de fabrieksvloer veroorzaken.
Levende gereedschappen, Y-as en subspindelintegratie voor efficiëntie bij meervoudige bewerkingen
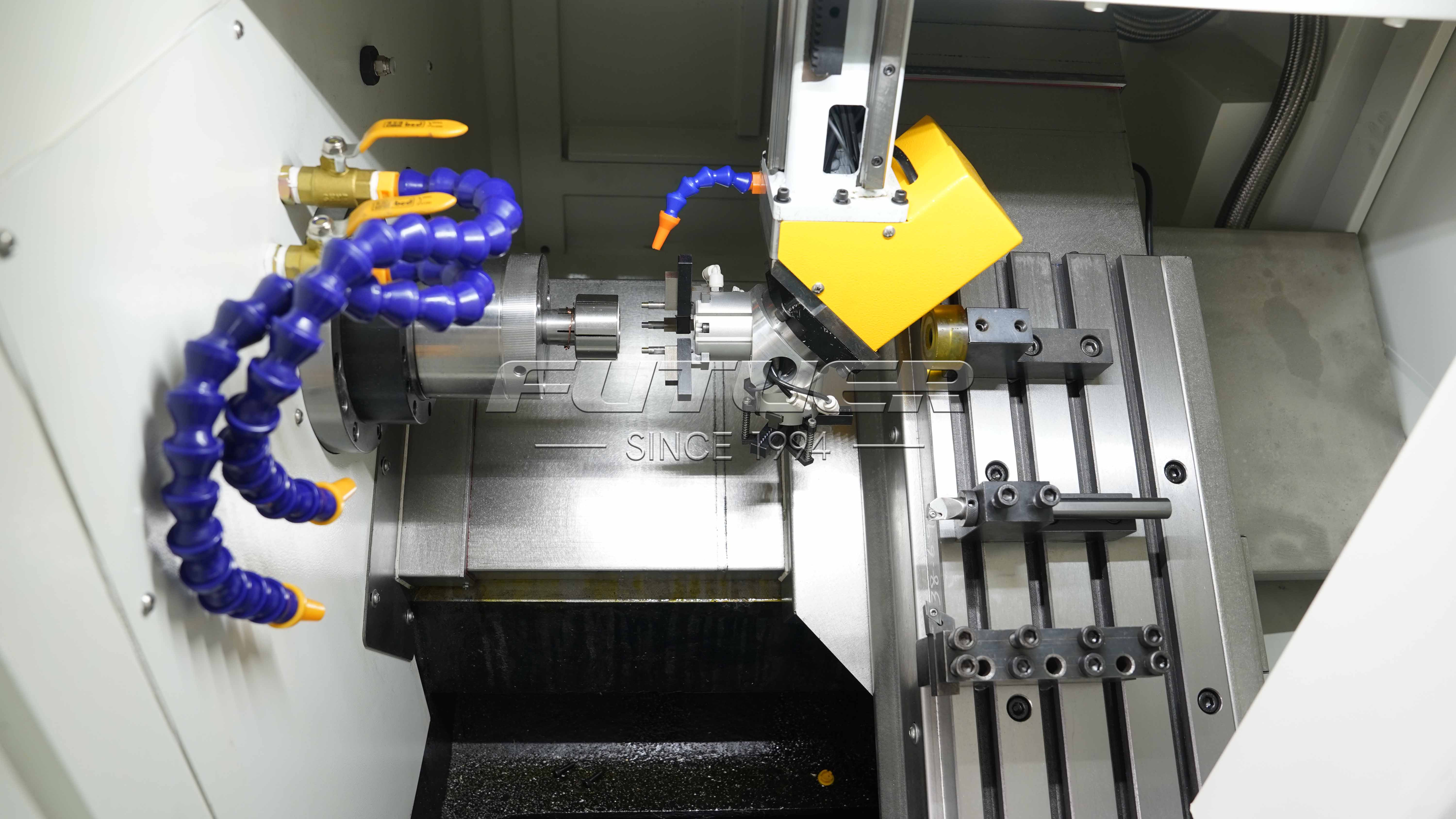
Wanneer live tooling aan draaibanken wordt toegevoegd, veranderen deze machines in echte multitaskers die allerlei bewerkingen kunnen uitvoeren, zoals frezen, boren en zelfs tappen onder rechte hoeken ten opzichte van de hoofdspindel. Voeg daar Y-asbeweging aan toe, en plotseling kunnen die machines lastige vormen en functies verwerken die niet gecentreerd zijn op het werkstuk. Denk aan zaken als hexagonale vlakke oppervlakken of complexe kruisboringen die eerder herhaaldelijk verplaatsen van onderdelen vereisten. Met een secundaire spindel worden onderdelen tijdens het bewerken automatisch van de ene naar de andere zijde overgebracht. Dit betekent dat beide zijden bewerkt worden zonder dat de machine hoeft te stoppen en alles opnieuw ingesteld moet worden, wat de cyclus tijd aanzienlijk verkort. Sommige bedrijven melden een vermindering van ongeveer 60%, afhankelijk van wat ze produceren. Voor fabrikanten die te maken hebben met veel verschillende onderdeelontwerpen, maar geen grote aantallen, loont deze opzet zich echt. Het elimineert namelijk de noodzaak van extra opspanningen, die vaak leiden tot fouten bij het hanteren van onderdelen tussen bewerkingen. Het resultaat? Hogere productietarieven en betere kwaliteitscontrole over al die gevarieerde componenten die door de machinefabriek gaan.
Onderdeelvereisten: Hoe geometrie, materiaal en precisie de keuze van CNC-draaibank beïnvloeden
Onderdeelcomplexiteit en type materiaal bepalen de draaibankklasse en gereedschapsstrategie
De vorm van onderdelen en de hardheid van het materiaal bepalen in wezen welk soort draaibank moet worden gebruikt en welke gereedschappen het beste werken. Onderdelen met diepe binnenprofielen, vreemde asymmetrische vormen of die niet op as zijn, hebben meestal geavanceerde machines nodig, zogenaamde multi-assige mill-turn-centra, uitgerust met Y-asbeweging en actieve gereedschappen. Bij het bewerken van zeer harde metalen met een hardheid van ongeveer 45 of meer op de Rockwell-schaal, kiezen fabrikanten doorgaans voor machines met krachtige torque-spindels, stevige bedconstructies en speciale carbide- of keramische wisselplaatjes. Voor zachtere materialen zoals aluminium zijn hogere spindelsnelheden logisch, samen met efficiënte systemen om spanen goed af te voeren. Door de juiste snijinstellingen af te stemmen op wat de machine daadwerkelijk aankan, wordt de productietijd aanzienlijk verkort. Sommige bedrijven melden tot wel een derde minder tijd per onderdeel, maar dit gebeurt alleen wanneer iedereen zowel de beperkingen van de apparatuur als de juiste bewerkingsmethoden begrijpt.
Toleranties en oppervlakteafwerkingdoelen die van invloed zijn op machinecapaciteit en nabewerking
Bij het werken met nauwe toleranties rond ±0,005 mm wordt thermische compensatie essentieel, naast lineaire schalen en die hoge-resolutie feedbacksystemen waar iedereen over praat. Voor oppervlakteafwerkingen onder Ra 0,8 micrometer hebben fabrikanten doorgaans machinebedden nodig met trillingsdemping, precisiegeslepen geleidingen en uiterst stabiele spindellagers die alles soepel laten draaien. Componenten voor lucht- en ruimtevaart of medische toepassingen moeten meestal extra worden geslepen of gepolijst na draaioperaties, wat al snel tussen de 15% en 30% van de totale bewerkingstijd kan opmaken, afhankelijk van hoe ruw de uitgangssituatie is. Commerciële onderdelen met toleranties van ±0,05 mm functioneren prima op standaard CNC-draaibanken, zonder behoefte aan nabewerking. Als we naar het grotere geheel kijken, is het zinvol om te investeren in machines met programmeerbare oppervlaktesnelheidsregeling en zeer fijne voedingresoluties tot 0,001 mm, om die vervelende nabewerkingskosten te verlagen, ongeacht het productievolume.
Operationele Economie: Evaluatie van ROI, Volume Passendheid en Totale Bezitkosten voor uw CNC-Draaibank Investering
Break-Even Analyse: Balans tussen Voorbereidingskosten, Arbeidsbesparingen en Teruggaavertijd
Het break-evenpunt voor productieactiviteiten hangt vooral af van drie hoofdcomponenten: de initiële kosten, de besparingen op arbeid en het aantal producten dat daadwerkelijk geproduceerd kan worden. De meeste bedrijven constateren dat ongeveer twee derde van hun aanvankelijke uitgaven besteed wordt aan zaken als het kopen van apparatuur, correcte installatie ervan, het klaarstomen van alle benodigde gereedschappen en het opleiden van personeel. Maar er zijn ook besparingen. Wanneer de productieomvang hoog genoeg is, halveren geautomatiseerde systemen de handmatige arbeid, waardoor werknemers elk product minder vaak hoeven aan te raken. Bovendien vermindert een betere kwaliteitscontrole het afval met ongeveer 15 tot 25 procent, omdat alles consistenter wordt geproduceerd. Zodra de maandelijkse output echter 5.000 eenheden overschrijdt, verandert de berekening aanzienlijk. Vaste kosten worden verspreid over meer producten, en de besparingen op arbeid nemen fors toe omdat machines langer zonder stilstand kunnen draaien. Als de gehele investering zich binnen drie jaar terugverdient, wordt dit over het algemeen beschouwd als een redelijk rendement op investering, vooral wanneer de marktvraag stabiel blijft in plaats van sterk per maand te schommelen.
Kostprijs per onderdeel bij lage, middelmatige en hoge productieaantallen
Productie in kleine oplages (<1.000 eenheden/maand) heeft onevenredig hoge instelkosten per onderdeel. Middelgrote oplages (1.000–10.000 eenheden) bieden een optimale balans tussen flexibiliteit en efficiëntie. Grote oplages (10.000+ eenheden) benutten de volledige machinecapaciteit—waardoor de kosten per onderdeel met tot wel 60% dalen dankzij schaalvoordelen en minimale stilstand.
Klaarheid van het personeel en ondersteunend ecosysteem voor duurzame inzet van CNC-draaibanken
Goede resultaten behalen met deze machines draait niet alleen om het hebben van de juiste apparatuur. Ook mensen zijn belangrijk, evenals de manier waarop dingen hier worden gedaan. Volgens Manufacturing Technology Insights uit 2023 komt bijna vier op de vijf onverwachte stilstanden van CNC-draaimachines doordat operators bepaalde zaken niet weten, in plaats van door mechanische defecten. Het opleiden van nieuw personeel behandelt basisvaardigheden zoals veiligheidsregels, eenvoudige programmeeronderdelen en correcte machine-instellingen. Maar dat is slechts een deel van het verhaal. Echt vooruitgang ontstaat wanneer medewerkers blijven leren, met name bij complex werk met meerdere assen of bij het vinden van betere manieren om snijpaden te optimaliseren. Regelmatige controlebezoeken met onderhoudspartners helpen ook echt. Zaken als geplande inspecties van spindels en het monitoren van slijtage bij lagers kunnen problemen voorkomen voordat ze zich voordoen. Werkplaatsen die het langst standhouden, beschikken meestal over technici die meerdere rollen kunnen vervullen, duidelijke schriftelijke instructies zodat iedereen instellingen consistent kan reproduceren, en systemen om snel oplossingen aan te brengen wanneer er iets misgaat met stijfheid of uitlijning. Als bedrijven niet investeren in hun mensen en ondersteunende systemen, dan blijft al die geavanceerde CNC-technologie uiteindelijk niets anders doen dan stof verzamelen in plaats van daadwerkelijk winst te genereren voor het bedrijf.
Veelgestelde vragen
Welke rol speelt spindelvermogen bij CNC-draaibanken?
Spindelvermogen is cruciaal omdat het het koppel bepaalt dat nodig is om door lastige materialen heen te snijden, wat zorgt voor dimensionele nauwkeurigheid en hoogwaardige oppervlakteafwerking, met name tijdens hoge-snelheids- of zware-belastingsoperaties.
Hoe verhogen live gereedschappen en Y-asbeweging de efficiëntie van CNC-machines?
Live gereedschappen en Y-asbeweging transformeren draaibanken tot multifunctionele machines die meerdere bewerkingen kunnen uitvoeren zoals frezen, boren en tapen, waardoor cyclus tijden aanzienlijk worden verkort en de productiviteit verbetert.
Welke factoren moeten worden overwogen bij het kiezen van een CNC-draaibank?
Houd rekening met de complexiteit en het type materiaal van de onderdelen, vereiste toleranties, doelstellingen voor oppervlakteafwerking en de algehele operationele economie bij het kiezen van een CNC-draaibank.
Hoe beïnvloedt productievolume de kosten per onderdeel bij CNC-bewerking?
De kosten per onderdeel worden grotendeels beïnvloed door het productievolume. Bij productie in laag volume zijn de kosten per onderdeel hoger vanwege de instelkosten, terwijl productie in hoog volume profiteert van schaalvoordelen, waardoor de kosten aanzienlijk dalen.
Inhoudsopgave
- Machinecapaciteiten: Afstemmen Cnc-draaimachine Specificaties op uw productiebehoeften
- Onderdeelvereisten: Hoe geometrie, materiaal en precisie de keuze van CNC-draaibank beïnvloeden
- Operationele Economie: Evaluatie van ROI, Volume Passendheid en Totale Bezitkosten voor uw CNC-Draaibank Investering
- Klaarheid van het personeel en ondersteunend ecosysteem voor duurzame inzet van CNC-draaibanken
- Veelgestelde vragen