
Maskinegenskaper: Tilknytning Cnc-vinning maskin Spesifikasjoner til dine produksjonsbehov
Spindelkraft, stivhet og kontrollsystemintelligens
Spindelens effekt spiller en stor rolle for å generere nok dreiemoment ved kapping av vanskelige materialer som titan eller Inconel. Maskiner bygget med solid konstruksjon tenderer til å motstå vibrasjoner bedre under intense kappoperasjoner ved høye hastigheter eller store belastninger, noe som hjelper til med å holde delene dimensjonelt nøyaktige og opprettholde god overflatekvalitet. Moderne kontrollsystemer håndterer kompliserte G-kode-instruksjoner ganske godt, og noen er utstyrt med smart programvare som faktisk forutsier temperaturforandringer før de inntreffer, og justerer automatisk slik at toleranser holdes innen omtrent en halv tusendels tomme (det tilsvarer ISO 2768 fin klasse). Alle disse elementene samarbeider for å bestemme om et maskinsenter kan opprettholde konsekvent presisjon gjennom store produksjonsløp uten å løpe inn i problemer som krever kostbare reparasjoner eller uventede stopp på fabrikkgulvet.
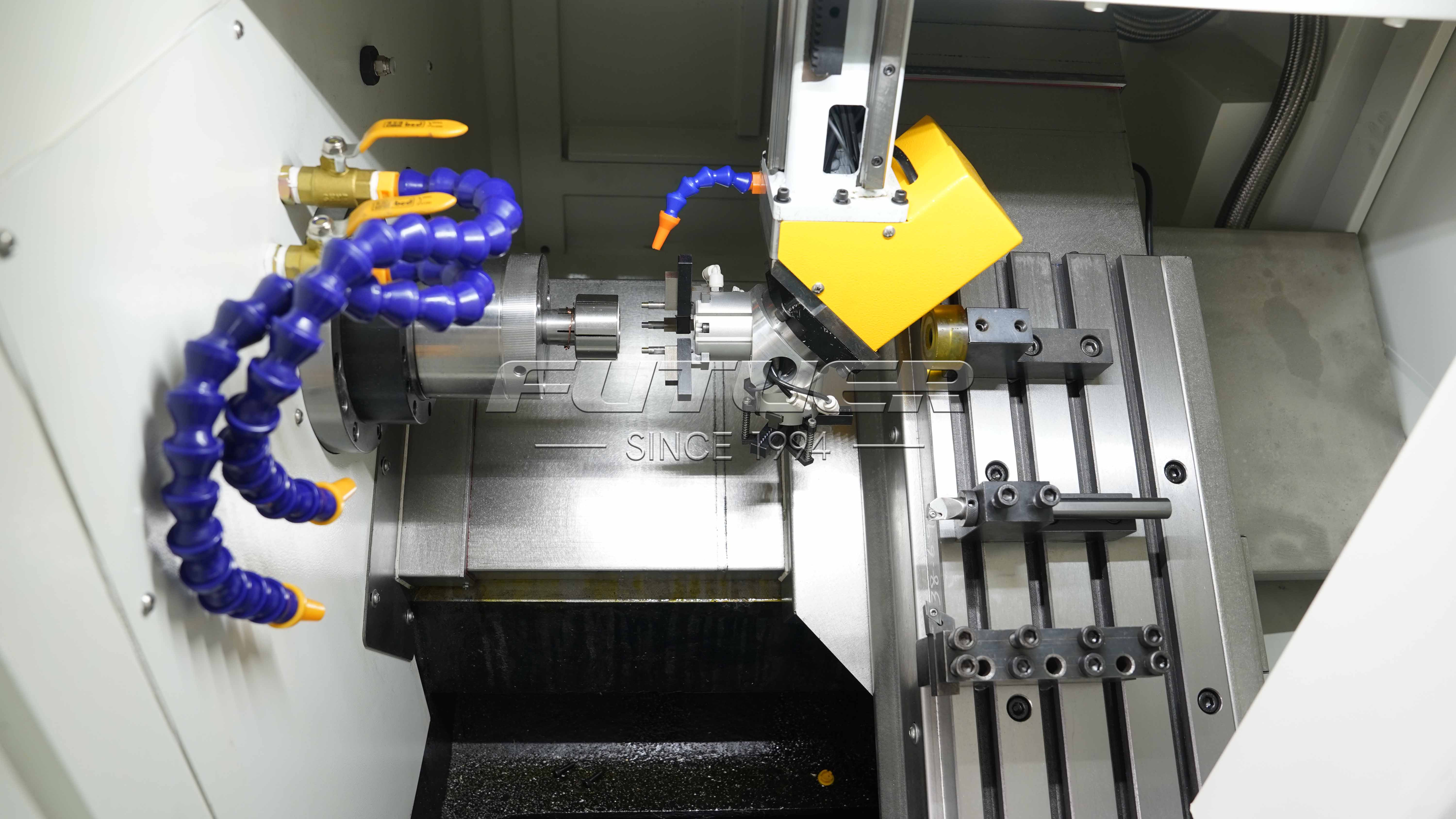
Live-verktøy, Y-akse og under-spindelintegrasjon for fleroperativ effektivitet
Når liveverktøy legges til dreiebenker, forvandles disse maskinene til ekte fleroppgavemaskiner som kan utføre alle slags operasjoner som fresing, boringer og til og med gjengeboring i rett vinkel til hovedspindelen. Legg til bevegelse langs Y-aksen, og plutselig kan disse maskinene håndtere vanskelige former og detaljer som ikke er sentrert på arbeidsstykket. Tenk på ting som sekskantede flate overflater eller de kompliserte tversboringshullene som tidligere krevde at delene ble flyttet flere ganger. Med en sekundær spindel festet, flyttes delene automatisk fra den ene siden til den andre under bearbeidingen. Dette betyr at begge sider bearbeides uten at man trenger å stoppe og sette alt på nytt, noe som reduserer syklustiden betydelig. Noen verksteder rapporterer reduksjoner på rundt 60 %, avhengig av hva de produserer. For produsenter som håndterer mange ulike delkonstruksjoner, men ikke store kvantiteter, gir denne oppsettningen seg virkelig utbetalt. Den eliminerer i praksis behovet for ekstra oppsetninger som ofte fører til feil ved håndtering av deler mellom operasjonene. Resultatet? Høyere produksjonsrate og bedre kvalitetskontroll for alle disse varierende komponentene som går gjennom maskinverkstedet.
Delerkrav: Hvordan geometri, materiale og presisjon påvirker valg av CNC-svaringsmaskin
Dels kompleksitet og materialtype bestemmer svarerklasse og verktøystrategi
Formen på deler og hvor hardt materialet er bestemmer i bunn og grunn hvilken type senger som skal brukes og hvilke verktøy som fungerer best. Deler med dype indre detaljer, uvanlige former som ikke er symmetriske, eller slike som er eksentriske, trenger vanligvis avanserte maskiner kalt flerakse sentermaskiner utstyrt med Y-akse bevegelse og roterende verktøy. Når man jobber med svært harde metaller over ca. 45 på Rockwell-skalaen, velger produsenter typisk maskiner med sterke dreiemoment-spindler, solide sengkonstruksjoner og spesielle karbid- eller keramiske innsatsplater. For mykere materialer som aluminium, gir det mening med raskere roterende spindler samt gode systemer for effektiv avføring av spåner. Å finne riktige skjæreinnstillinger som passer til hva maskinen faktisk kan takle, reduserer produksjonstiden betydelig. Noen verksteder oppgir omtrent en tredjedel mindre tid per del, men dette skjer kun når alle forstår både utstyrets begrensninger og korrekte bearbeidingsteknikker.
Toleranser og overflatekvalitetsmål som påvirker maskinkapasitet og etterbehandling
Når man arbeider med smale toleranser rundt ±0,005 mm, blir termisk kompensasjon avgjørende sammen med lineære skalaer og de høyoppløselige tilbakemeldingssystemene alle snakker om. For overflatekvalitet under Ra 0,8 mikrometer trenger produsenter vanligvis vibrasjonsdempede maskinsenger, presisjonsjserte guider og i tillegg de ekstremt stabile spindellagerne som sørger for jevn drift. Komponenter til luftfart eller medisinske applikasjoner må ofte til ekstra sliping eller polering etter svarving, noe som kan ta opp mellom 15 % og 30 % av den totale prosesstiden avhengig av hvor ru utgangspunktet er. Kommersielle deler med toleranser på ±0,05 mm fungerer helt fint på vanlige CNC-svaringsmaskiner uten behov for sekundære avslutningsoperasjoner. Ser man på det store bildet, gir det mening å investere i maskiner utstyrt med programmerbare overflatehastighetskontroller og svært fin matingsoppløsning ned til 0,001 mm hvis vi ønsker å redusere disse irriterende kostnadene ved etterbehandling, uansett produksjonsvolum.
Driftsøkonomi: Vurdering av avkastning, volumpassform og totale eierkostnader for din investering i CNC-svarmaskin
Nullpunktsanalyse: Balansering av oppstartskostnader, arbeidsbesparelser og tilbakebetalingstid
Brytepunktet for produksjonsoperasjoner avhenger hovedsakelig av tre faktorer: kostnadene ved oppstart, hvor mye vi sparer på arbeidskraft, og hvor mange produkter vi faktisk kan produsere. De fleste selskaper finner at omtrent to tredjedeler av de innledende utgiftene går til ting som å kjøpe utstyr, sette det opp på riktig måte, gjøre alle verktøy klare og trene ansatte. Men det er også besparelser. Når produksjonsvolumet blir høyt nok, reduserer automatiserte systemer manuelt arbeid med omtrent halvparten, noe som betyr at arbeidere ikke trenger å håndtere hver enkelt enhet like ofte. I tillegg reduserer bedre kvalitetskontroll avfall med rundt 15 til 25 prosent fordi alt produseres mer konsekvent. Når den månedlige produksjonen imidlertid overstiger 5 000 enheter, endrer regnestykket seg ganske mye. Faste kostnader fordeler seg over flere produkter, og besparelsene på arbeidskraft begynner virkelig å summere seg opp ettersom maskiner kan kjøre lengre uten stans. Hvis hele investeringen betaler seg innen tre år, regnes det generelt som en god avkastning på investeringen, særlig hvis etterspørselen i markedet forblir stabil i stedet for å svinge kraftig fra måned til måned.
Kostnad per del ved lave, mellomstore og høye produksjonsvolum
Produksjon i liten skala (<1 000 enheter/måned) medfører ubehagelig høye oppstartskostnader per del. Middels volum (1 000–10 000 enheter) oppnår en optimal balanse mellom fleksibilitet og effektivitet. Store serier (10 000+ enheter) utnytter maskinkapasiteten fullt ut – og reduserer kostnaden per del med opptil 60 % takket være skalafordele og minimal inaktiv tid.
Arbeidskraftens forberedthet og støttesystem for bærekraftig drift av CNC-svaringsmaskiner
Å oppnå gode resultater med disse maskinene handler ikke bare om å ha riktig utstyr. Det handler også om mennesker og måten ting gjøres på her. Ifølge Manufacturing Technology Insights fra 2023 skyldes nesten fire av fem uventede nedstillinger av CNC-sneremaskiner det operatørene ikke vet, fremfor noe mekanisk brudd. Opplæring av nyansatte dekker grunnleggende elementer som sikkerhetsregler, enkel programmering og korrekt oppsett av maskinen. Men det er bare delen av historien. Reell fremgang skjer når arbeidere fortsetter å lære, spesielt når det gjelder komplekse flerakse-operasjoner eller å finne bedre måter å optimalisere skjærebaner på. Regelmessige tilsyn i samarbeid med vedlikeholdspartnere hjelper også mye. Tiltak som planlagte sjekker av spindler og overvåking av lagre for slitasje kan forebygge problemer før de oppstår. Verksteder som har lengst levetid pleier som oftest å ha teknikere som kan håndtere flere roller, tydelige skriftlige instruksjoner slik at hvem som helst kan reprodusere oppsettene konsekvent, og systemer for rask feilretting når noe går galt med stivhet eller justering. Hvis selskaper unnlater å investere i sine ansatte og støttesystemer, ender all denne dyre CNC-teknologien med å stå der og samle støv i stedet for å tjene penger for bedriften.
OFTOSTILTE SPØRSMÅL
Hva rolle spiller spindelkraft i CNC-sneremaskiner?
Spindelkraft er avgjørende ettersom den bestemmer dreiemomentet som trengs for å skjære gjennom krevende materialer, og sikrer dimensjonsnøyaktighet og høy kvalitet på overflatefinish, spesielt under høyhastighets- eller tungbelastningsoperasjoner.
Hvordan øker levende verktøy og Y-akse-bevegelse effektiviteten i CNC-maskiner?
Levende verktøy og Y-akse-bevegelse transformerer sneremaskiner til fleroppgavemaskiner som kan utføre flere operasjoner som fresing, boringer og tapping, noe som betydelig reduserer syklustidene og forbedrer produktiviteten.
Hvilke faktorer bør vurderes når man velger en CNC-sneremaskin?
Vurder kompleksiteten og typen materiale til delene, nødvendige toleranser, mål for overflatekvalitet og den totale driftsøkonomien når du velger en CNC-sneremaskin.
Hvordan påvirker produksjonsvolumet kostnaden per del i CNC-bearbeiding?
Kostnaden per del er i stor grad avhengig av produksjonsvolumet. Lavt produksjonsvolum medfører høyere kostnad per del på grunn av oppstartskostnader, mens høyt volum drar nytte av skalafordelelser som reduserer kostnadene betydelig.
Innholdsfortegnelse
- Maskinegenskaper: Tilknytning Cnc-vinning maskin Spesifikasjoner til dine produksjonsbehov
- Delerkrav: Hvordan geometri, materiale og presisjon påvirker valg av CNC-svaringsmaskin
- Driftsøkonomi: Vurdering av avkastning, volumpassform og totale eierkostnader for din investering i CNC-svarmaskin
- Arbeidskraftens forberedthet og støttesystem for bærekraftig drift av CNC-svaringsmaskiner
- OFTOSTILTE SPØRSMÅL