
Возможности станка: соответствие Станционная машина для обработки Технические характеристики вашим производственным потребностям
Мощность шпинделя, жесткость и интеллектуальная система управления
Мощность шпинделя играет большую роль в обеспечении достаточного крутящего момента при резке трудных материалов, таких как титан или инконель. Станки с прочной конструкцией лучше сопротивляются вибрациям во время интенсивной обработки на высоких скоростях или под значительными нагрузками, что помогает сохранять точность размеров деталей и обеспечивать хорошее качество поверхности. Современные системы управления хорошо справляются со сложными G-кодами, а некоторые оснащены интеллектуальным программным обеспечением, которое предсказывает изменения температуры до их возникновения, автоматически корректируя параметры, чтобы допуски оставались в пределах половины тысячной дюйма (что соответствует классу точности ISO 2768 — точный класс). Все эти элементы совместно определяют, способен ли обрабатывающий центр обеспечивать стабильную точность при серийном производстве, не сталкиваясь с проблемами, требующими дорогостоящих исправлений или незапланированных простоев на производстве.
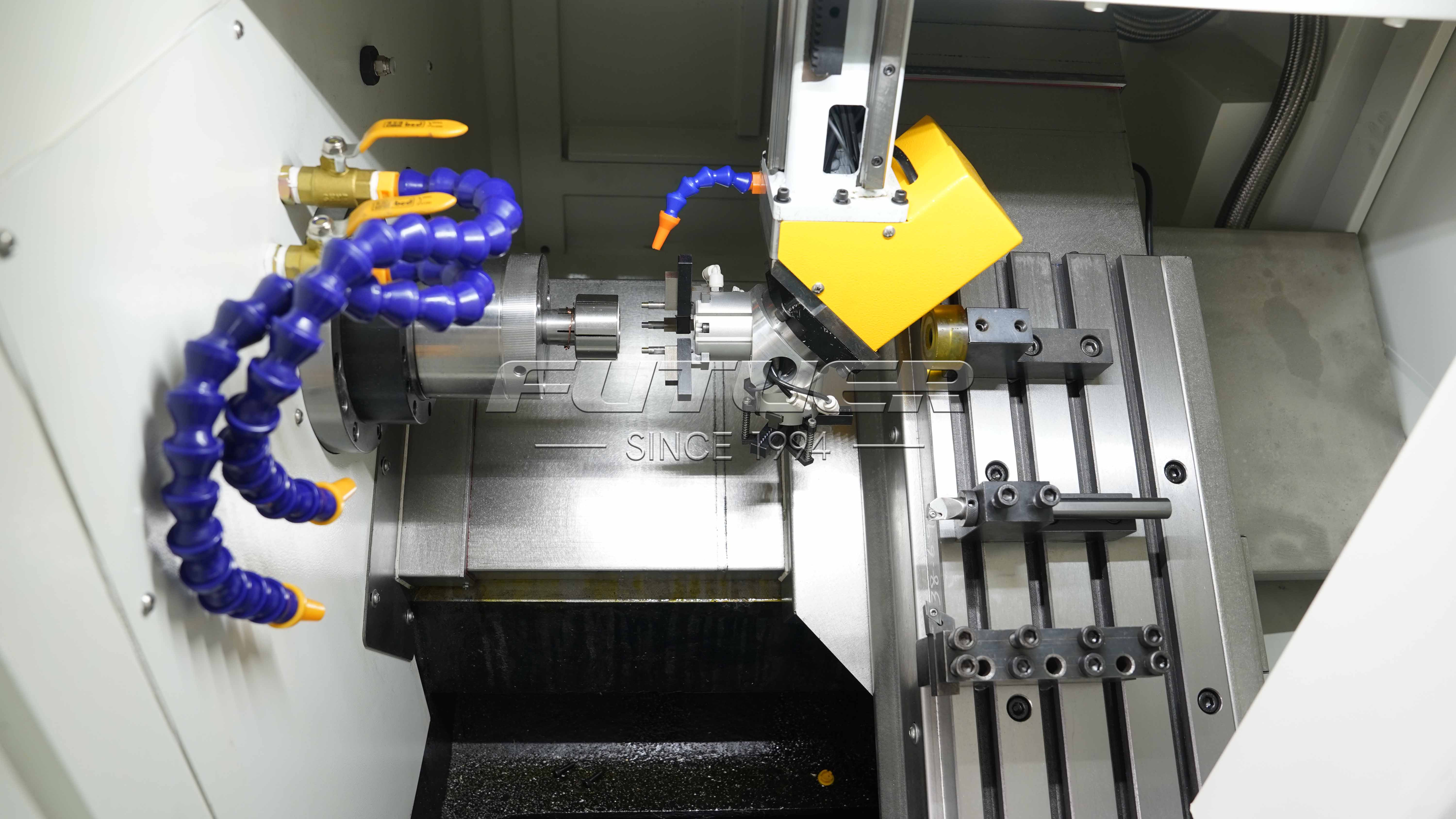
Интеграция вращающегося инструмента, оси Y и вспомогательного шпинделя для повышения эффективности многооперационной обработки
Когда к токарным станкам добавляется приводной инструмент, эти станки превращаются в настоящих универсалов, способных выполнять самые разные операции — фрезерование, сверление и даже нарезание резьбы под прямым углом к основному шпинделю. Добавьте движение по оси Y, и вдруг такие станки могут обрабатывать сложные формы и элементы, не расположенные на центральной оси заготовки. Речь идет о таких вещах, как шестигранные плоские поверхности или сложные пересекающиеся отверстия, которые раньше требовали многократной переустановки детали. При наличии второго шпинделя деталь автоматически перемещается с одной стороны на другую в процессе обработки. Это позволяет обрабатывать обе стороны без остановки и повторной настройки, что значительно сокращает цикл производства. Некоторые предприятия сообщают о сокращении времени цикла примерно на 60%, в зависимости от изготавливаемой продукции. Для производителей, выпускающих большое разнообразие деталей небольшими партиями, такая конфигурация особенно выгодна. Она практически устраняет необходимость дополнительных наладок, которые часто приводят к ошибкам при передаче деталей между операциями. Результат — более высокая производительность и лучший контроль качества для всех этих разнообразных компонентов, проходящих через механический цех.
Требования к деталям: как геометрия, материал и точность определяют выбор станка с ЧПУ для токарной обработки
Сложность детали и тип материала определяют класс токарного станка и стратегию оснастки
Форма деталей и твёрдость материала в основном определяют, какой тип токарного станка следует использовать и какие инструменты будут наиболее эффективны. Для деталей со сложными внутренними элементами, нестандартных асимметричных форм или смещенных относительно центра обычно требуются передовые станки — многоосевые фрезерно-токарные центры, оснащённые движением по оси Y и приводными инструментами. При обработке особенно прочных металлов с твёрдостью более 45 единиц по шкале Роквелла производители, как правило, выбирают станки с мощными шпинделями высокого крутящего момента, жёсткой станиной и специальными пластинами из карбида или керамики. Для более мягких материалов, таких как алюминий, целесообразно использовать шпиндели с высокой скоростью вращения, а также эффективные системы удаления стружки. Правильный подбор режимов резания с учётом реальных возможностей станка значительно сокращает время производства. Некоторые предприятия сообщают о сокращении времени обработки каждой детали примерно на треть, однако этого удаётся достичь только при полном понимании как ограничений оборудования, так и правильных методов обработки.
Допуски и целевые показатели шероховатости поверхности, влияющие на производственные возможности оборудования и последующую обработку
При работе с жесткими допусками около ±0,005 мм термокомпенсация становится необходимой наряду с линейными шкалами и системами обратной связи с высоким разрешением, о которых все говорят. Для параметров шероховатости поверхности менее Ra 0,8 мкм производителям, как правило, требуются виброгасящие станины станков, прецизионные шлифованные направляющие, а также сверхстабильные шпиндельные подшипники, обеспечивающие плавную работу всего оборудования. Комплектующие для аэрокосмической или медицинской промышленности зачастую нуждаются в дополнительной шлифовке или полировке после токарной обработки, что может занять от 15% до 30% общего времени обработки в зависимости от исходного состояния поверхности. Детали коммерческого класса с допусками ±0,05 мм прекрасно обрабатываются на стандартных токарных центрах без необходимости дополнительных операций отделочной обработки. С учетом общей картины, целесообразно инвестировать в станки, оснащённые программируемым управлением скоростью резания и очень точной регулировкой подачи до 0,001 мм, чтобы сократить затраты на последующую обработку независимо от объёма производства.
Экономика эксплуатации: оценка рентабельности инвестиций, соответствия объемам производства и совокупной стоимости владения станком ЧПУ для токарной обработки
Анализ безубыточности: балансирование затрат на наладку, экономии на рабочей силе и срока окупаемости
Точка безубыточности производственных операций в основном зависит от трёх ключевых факторов: затрат на запуск, экономии на рабочей силе и объёма продукции, который можно реально произвести. Большинство компаний отмечают, что около двух третей первоначальных расходов уходит на приобретение оборудования, его правильную установку, подготовку всех инструментов и обучение персонала. Однако есть и экономия. При достаточном объёме производства автоматизированные системы сокращают ручной труд примерно наполовину, что означает меньшее количество ручных операций с каждым изделием. Кроме того, улучшенный контроль качества снижает отходы на 15–25 процентов, поскольку продукция получается более однородной. Однако когда ежемесячный выпуск превышает 5000 единиц, расчёты значительно меняются. Постоянные расходы распределяются на большее количество изделий, а экономия на трудозатратах начинает существенно возрастать, поскольку станки работают дольше и с меньшими простоими. Если вся сумма инвестиций окупается в течение трёх лет, это обычно считается достаточно хорошей доходностью инвестиций, особенно если рыночный спрос остаётся стабильным, а не сильно колеблется из месяца в месяц.
Стоимость детали при низком, среднем и высоком объемах производства
Производство малых объемов (<1 000 единиц/месяц) связано с непропорционально высокими затратами на наладку оборудования в расчете на одну деталь. Средние объемы (1 000–10 000 единиц) обеспечивают оптимальный баланс между гибкостью и эффективностью. Крупносерийное производство (10 000+ единиц) использует полную мощность оборудования — снижая стоимость единицы продукции до 60% за счет эффекта масштаба и сокращения простоев.
Готовность персонала и экосистема поддержки для устойчивого внедрения станков токарной обработки с ЧПУ
Хорошие результаты при работе с этими станками зависят не только от правильного оборудования. Не менее важны люди и то, как организованы процессы на предприятии. Согласно Manufacturing Technology Insights за 2023 год, почти четыре из пяти неожиданных остановок токарных станков с ЧПУ происходят из-за недостатка знаний операторов, а не из-за механических неисправностей. Обучение новых сотрудников включает основы — правила безопасности, базовое программирование и правильную настройку станка. Но это лишь часть успеха. Настоящий прогресс достигается тогда, когда работники продолжают обучаться, особенно при выполнении сложных операций на многокоординатных станках или при поиске способов оптимизации траекторий резания. Регулярные проверки вместе с партнерами по техническому обслуживанию также играют большую роль. Например, плановые осмотры шпинделей и контроль износа подшипников позволяют предотвратить проблемы до их возникновения. Наиболее устойчивые производственные участки обычно имеют специалистов, способных выполнять несколько функций, четкие письменные инструкции, чтобы любой мог воспроизвести настройку одинаково, и системы быстрого устранения неполадок в случае проблем с жесткостью или выравниванием. Если компании не инвестируют в подготовку персонала и вспомогательные системы, всё это современное оборудование с ЧПУ будет простаивать, покрываясь пылью, вместо того чтобы приносить реальную прибыль.
Часто задаваемые вопросы
Какую роль играет мощность шпинделя в станках с ЧПУ для токарной обработки?
Мощность шпинделя имеет решающее значение, поскольку определяет крутящий момент, необходимый для резания трудных материалов, обеспечивая точность размеров и высокое качество поверхностной отделки, особенно при высокоскоростной или тяжелонагруженной обработке.
Как живые инструменты и движение по оси Y повышают эффективность станков с ЧПУ?
Живые инструменты и движение по оси Y превращают токарные станки в многофункциональные машины, способные выполнять различные операции, такие как фрезерование, сверление и нарезание резьбы, что значительно сокращает циклы обработки и повышает производительность.
Какие факторы следует учитывать при выборе токарного станка с ЧПУ?
При выборе токарного станка с ЧПУ необходимо учитывать сложность и тип материала деталей, требуемые допуски, целевые параметры чистоты поверхности, а также общую экономическую эффективность работы.
Как объем производства влияет на стоимость детали в обработке на станках с ЧПУ?
Стоимость детали в значительной степени зависит от объема производства. При малом объеме производства стоимость одной детали выше из-за расходов на настройку, тогда как при большом объеме производства действует эффект экономии за счет масштаба, что значительно снижает затраты.
Содержание
- Возможности станка: соответствие Станционная машина для обработки Технические характеристики вашим производственным потребностям
- Требования к деталям: как геометрия, материал и точность определяют выбор станка с ЧПУ для токарной обработки
- Экономика эксплуатации: оценка рентабельности инвестиций, соответствия объемам производства и совокупной стоимости владения станком ЧПУ для токарной обработки
- Готовность персонала и экосистема поддержки для устойчивого внедрения станков токарной обработки с ЧПУ
- Часто задаваемые вопросы