
Możliwości maszyny: Dostosowanie Maszyna do obrócenia CNC Specyfikacje do potrzeb produkcji
Moc wrzeciona, sztywność i inteligencja systemu sterowania
Moc wrzeciona odgrywa dużą rolę w generowaniu wystarczającego momentu obrotowego podczas cięcia trudnych materiałów, takich jak tytan czy Inconel. Maszyny o solidnej konstrukcji lepiej tłumią drgania podczas intensywnego frezowania przy wysokich prędkościach lub dużych obciążeniach, co pomaga zachować dokładność wymiarową detali i zapewnia wysoką jakość powierzchni. Nowoczesne systemy sterowania radzą sobie bardzo dobrze z skomplikowanymi instrukcjami G-code, a niektóre są wyposażone w inteligentne oprogramowanie, które przewiduje zmiany temperatury zanim jeszcze się pojawią, dokonując automatycznych korekt tak, aby tolerancje pozostawały na poziomie około połowy tysięcznej cala (czyli klasy dokładności ISO 2768 – dokładna). Wszystkie te elementy razem decydują o tym, czy centrum obróbcze może utrzymywać stałą precyzję w dużych seriach produkcyjnych, nie napotykając problemów wymagających kosztownych napraw lub nieplanowanych przestojów na hali produkcyjnej.
Integracja narzędzi czynnych, osi Y i wrzeciona pomocniczego dla wydajności wielooperacyjnej
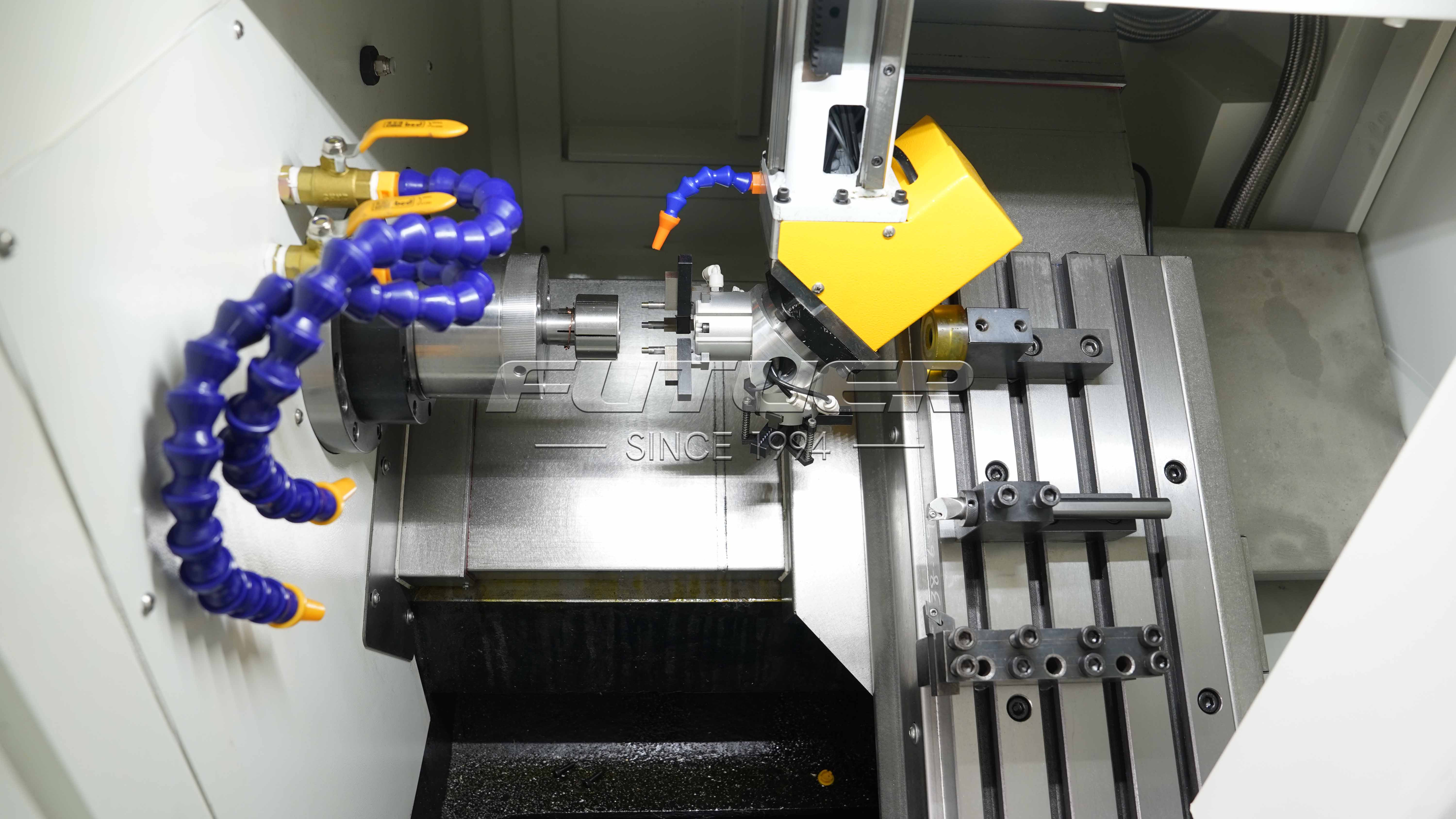
Gdy do tokarek dodaje się obrotowe narzędzia, te maszyny zamieniają się w prawdziwe multitaski zdolne do wykonywania różnych operacji, takich jak frezowanie, wiercenie, a nawet gwintowanie pod kątem prostym do wrzeciona głównego. Dodanie ruchu osi Y pozwala tym maszynom radzić sobie z trudnymi kształtami i elementami nieosiowymi. Można tu pomyśleć o powierzchniach sześciokątnych czy skomplikowanych otworach poprzecznych, które wcześniej wymagały wielokrotnego przestawiania detali. Przy zamontowanym wrzecienniku wtórnym detale automatycznie przenoszone są z jednej strony na drugą podczas obróbki. Oznacza to, że możliwe jest obrabianie obu stron bez konieczności zatrzymywania i ponownego ustawiania, co znacząco skraca czas cyklu. Niektóre zakłady meldują skrócenie czasu cyklu rzędu około 60%, w zależności od rodzaju produkcji. Dla producentów zajmujących się dużą różnorodnością kształtów detali, ale nieprzetwarzających dużych ilości, taki układ naprawdę się opłaca. Skutecznie eliminuje bowiem konieczność dodatkowych ustawień, które często prowadzą do błędów przy przemieszczaniu detali między operacjami. Wynik? Wyższe tempo produkcji i lepsza kontrola jakości wszystkich tych zróżnicowanych komponentów przechodzących przez warsztat.
Wymagania dotyczące części: Jak geometria, materiał i precyzja wpływają na wybór tokarki CNC
Złożoność części i rodzaj materiału decydujące o klasie tokarki i strategii oprzyrządowania
Kształt części i twardość materiału w zasadzie decydują o tym, jaki tokarki użyć oraz które narzędzia będą działać najlepiej. Części z głębokimi wewnętrznymi detalami, nietypowymi nieregularnymi kształtami lub takie, które są ekscentryczne, zazwyczaj wymagają zaawansowanych maszyn zwanych wieloosiowymi centrami tokarsko-frezarskimi wyposażonymi w ruch osi Y oraz narzędzia obrotowe. Podczas pracy z bardzo twardymi metalami o twardości powyżej około 45 w skali Rockwella, producenci zazwyczaj wybierają maszyny z silnymi wrzecionami momentu obrotowego, solidną konstrukcją łoża oraz specjalnymi płytkami węglikowymi lub ceramicznymi. W przypadku miększych materiałów, takich jak aluminium, bardziej opłacalne są szybciej wirujące wrzeciona w połączeniu z efektywnymi systemami usuwania wiórów. Dostosowanie odpowiednich parametrów skrawania do rzeczywistych możliwości maszyny znacząco skraca czas produkcji. Niektóre zakłady podają nawet o około jedną trzecią krótszy czas produkcji na część, jednak dzieje się to wyłącznie wtedy, gdy wszyscy znają zarówno ograniczenia sprzętu, jak i właściwe techniki obróbki.
Tolerancje i docelowe wykończenie powierzchni wpływające na zdolność maszyny i procesy następne
Przy pracy z małymi tolerancjami rzędu ±0,005 mm kompensacja termiczna staje się niezbędna obok skali liniowych i systemów sprzężenia zwrotnego o wysokiej rozdzielczości, o których wszyscy mówią. W przypadku powierzchni o chropowatości poniżej Ra 0,8 mikrona producenci zazwyczaj potrzebują łóżek maszyn tłumionych pod względem drgań, prowadnic precyzyjnie szlifowanych oraz ekstremalnie stabilnych łożysk wrzecion, które zapewniają płynny przebieg procesu. Komponenty przeznaczone do zastosowań lotniczych lub medycznych zazwyczaj wymagają dodatkowego szlifowania lub polerowania po operacjach toczenia, co może zająć od 15% do 30% całkowitego czasu przetwarzania, w zależności od początkowego stanu powierzchni. Części przeznaczone na rynek konsumencki z tolerancjami ±0,05 mm świetnie nadają się do obróbki na standardowych centrach tokarskich CNC bez konieczności wykonywania dodatkowych etapów wykańczania. Patrząc na sytuację w szerszym ujęciu, inwestycja w maszyny wyposażone w programowalne sterowanie prędkością powierzchniową oraz bardzo dokładne rozdzielczości posuwu do 0,001 mm ma sens, jeśli chcemy ograniczyć dokuczliwe koszty późniejszej obróbki końcowej, niezależnie od objętości produkcji.
Ekonomika eksploatacji: Ocena zwrotu z inwestycji, dopasowania do wielkości produkcji i całkowitych kosztów posiadania tokarki CNC
Analiza punktu bez strat: Bilansowanie kosztów uruchomienia, oszczędności z tytułu pracy oraz czasu zwrotu inwestycji
Punkt rentowności operacji produkcyjnych zależy przede wszystkim od trzech głównych czynników: kosztów uruchomienia, oszczędności na płacach oraz liczby produktów, które faktycznie można wyprodukować. Większość firm stwierdza, że około dwóch trzecich początkowych wydatków idzie na zakup sprzętu, jego prawidłowe zainstalowanie, przygotowanie wszystkich narzędzi oraz szkolenie pracowników. Istnieją jednak również oszczędności. Gdy wielkość produkcji osiągnie odpowiedni poziom, systemy zautomatyzowane zmniejszają pracę ręczną o mniej więcej połowę, co oznacza, że pracownicy muszą dotykać każdego elementu rzadziej. Dodatkowo lepsza kontrola jakości redukuje odpady o około 15–25 procent, ponieważ wszystko wychodzi bardziej jednolicie. Jednak gdy miesięczna produkcja przekroczy 5000 sztuk, obliczenia zmieniają się dość znacznie. Stałe koszty rozkładają się na większą liczbę produktów, a oszczędności związane z pracą zaczynają się sumować, ponieważ maszyny pracują dłużej bez przestojów. Jeśli cały wkład inwestycyjny zwróci się w ciągu trzech lat, uważa się to ogólnie za całkiem dobry zwrot z inwestycji, szczególnie jeśli popyt rynkowy pozostaje stabilny, a nie zmienia się gwałtownie z miesiąca na miesiąc.
Koszt Części w Szenariuszach Niskich, Średnich i Wysokich Woluminów Produkcji
Produkcja małoseryjna (<1 000 sztuk/miesiąc) wiąże się z nieproporcjonalnie wysokimi kosztami przygotowania produkcji przypadającymi na każdą część. Średnie serie (1 000–10 000 sztuk) osiągają optymalny balans między elastycznością a efektywnością. Duże serie (10 000+ sztuk) wykorzystują pełną pojemność maszyn — obniżając koszty jednostkowe nawet o 60% dzięki korzyściom skali i minimalnemu czasowi przestojów.
Gotowość Zespołu i Ekosystem Wsparcia dla Trwałoego Wdrażania Maszyn Tokarskich CNC
Uzyskiwanie dobrych wyników z tych maszyn to nie tylko kwestia posiadania odpowiedniego sprzętu. Liczą się również ludzie i sposób, w jaki rzeczy są wykonywane tutaj. Zgodnie z danymi Manufacturing Technology Insights z 2023 roku, niemal cztery na pięć nagłych wyłączeń maszyn tokarskich CNC wynikają z tego, czego operatorzy nie wiedzą, a nie z uszkodzeń mechanicznych. Szkolenie nowych pracowników obejmuje podstawy, takie jak zasady bezpieczeństwa, podstawy programowania oraz prawidłowe przygotowanie maszyny. Jednak to tylko część całej historii. Prawdziwy postęp następuje, gdy pracownicy ciągle się rozwijają, szczególnie w przypadku skomplikowanych prac wieloosiowych lub optymalizacji ścieżek skrawania. Regularne przeglądy przeprowadzane razem z partnerami serwisowymi również bardzo pomagają. Takie działania, jak planowe kontrole wrzecion i monitorowanie zużycia łożysk, mogą zapobiegać problemom zanim się pojawią. Zakłady, które odnoszą najdłuższy sukces, zwykle mają techników potrafiących pełnić wiele ról, jasne pisemne instrukcje umożliwiające każdemu spójne powielanie ustawień oraz systemy umożliwiające szybkie naprawy w przypadku problemów z sztywnością lub osiowaniem. Jeśli firmy pomijają inwestycje w swoich pracowników i wspierające systemy, cała ta zaawansowana technologia CNC pozostaje bezczynna, gromadząc kurz zamiast generować realny dochód dla firmy.
Najczęściej zadawane pytania
Jaką rolę odgrywa moc wrzeciona w tokarkach CNC?
Moc wrzeciona jest kluczowa, ponieważ decyduje o moment obrotowym niezbędnym do cięcia trudnych materiałów, zapewniając dokładność wymiarów i wysoką jakość powierzchni, szczególnie podczas operacji wysokoprędkościowych lub przy dużym obciążeniu.
W jaki sposób napędzane narzędzia i ruch osi Y zwiększają wydajność maszyn CNC?
Napędzane narzędzia i ruch osi Y przekształcają tokarki w maszyny wielozadaniowe zdolne do wykonywania różnych operacji, takich jak frezowanie, wiercenie i gwintowanie, co znacząco skraca czasy cykli i poprawia produktywność.
Jakie czynniki należy wziąć pod uwagę przy doborze tokarki CNC?
Przy doborze tokarki CNC należy wziąć pod uwagę złożoność i rodzaj materiału obrabianych części, wymagane tolerancje, docelowy wygląd powierzchni oraz ogólną opłacalność działania.
W jaki sposób objętość produkcji wpływa na koszt pojedynczej części w obróbce CNC?
Koszt pojedynczej części w dużej mierze zależy od wielkości produkcji. Produkcja małoseryjna wiąże się z wyższymi kosztami jednostkowymi ze względu na koszty przygotowania, podczas gdy produkcja dużoseryjna korzysta z korzyści skali, znacząco obniżając koszty.
Spis treści
- Możliwości maszyny: Dostosowanie Maszyna do obrócenia CNC Specyfikacje do potrzeb produkcji
- Wymagania dotyczące części: Jak geometria, materiał i precyzja wpływają na wybór tokarki CNC
- Ekonomika eksploatacji: Ocena zwrotu z inwestycji, dopasowania do wielkości produkcji i całkowitych kosztów posiadania tokarki CNC
- Gotowość Zespołu i Ekosystem Wsparcia dla Trwałoego Wdrażania Maszyn Tokarskich CNC
- Najczęściej zadawane pytania