
Δυνατότητες μηχανήματος: Ευθυγράμμιση Μηχανή στροφής CNC Προδιαγραφές με τις ανάγκες παραγωγής σας
Ισχύς ατράκτου, δυσκαμψία και νοημοσύνη συστήματος ελέγχου
Η ισχύς του άξονα διαδραματίζει σημαντικό ρόλο στη δημιουργία επαρκούς ροπής όταν κόβονται δύσκολα υλικά όπως το τιτάνιο ή το Inconel. Οι μηχανές που κατασκευάζονται με στιβαρή κατασκευή αντιστέκονται καλύτερα στις ταλαντώσεις κατά τη διάρκεια έντονων λειτουργιών κοπής με υψηλές ταχύτητες ή υπό μεγάλα φορτία, κάτι που βοηθά στη διατήρηση της διαστατικής ακρίβειας των εξαρτημάτων και στη διατήρηση ποιοτικής επιφανειακής κατεργασίας. Τα σύγχρονα συστήματα ελέγχου διαχειρίζονται αρκετά καλά περίπλοκες εντολές G-code, ενώ μερικά διαθέτουν έξυπνο λογισμικό που προβλέπει τις αλλαγές θερμοκρασίας πριν αυτές συμβούν, προσαρμόζοντας αυτόματα τις ρυθμίσεις ώστε οι ανοχές να παραμένουν εντός περίπου μισού χιλιοστού της ίντσας (αυτό αντιστοιχεί στη λεπτή τάξη ISO 2768). Όλα αυτά τα στοιχεία συνεργάζονται για να καθορίσουν αν ένα κέντρο κατεργασίας μπορεί να διατηρήσει συνεπή ακρίβεια κατά τη διάρκεια μεγάλων παραγωγικών παρτίδων, χωρίς να αντιμετωπίσει προβλήματα που απαιτούν ακριβείς επισκευές ή απρόσμενες διακοπές στη βιομηχανική παραγωγή.
Ενεργοποιημένα Εργαλεία, Άξονας Y και Ενσωμάτωση Δευτερεύοντος Άξονα για Πολυλειτουργική Απόδοση
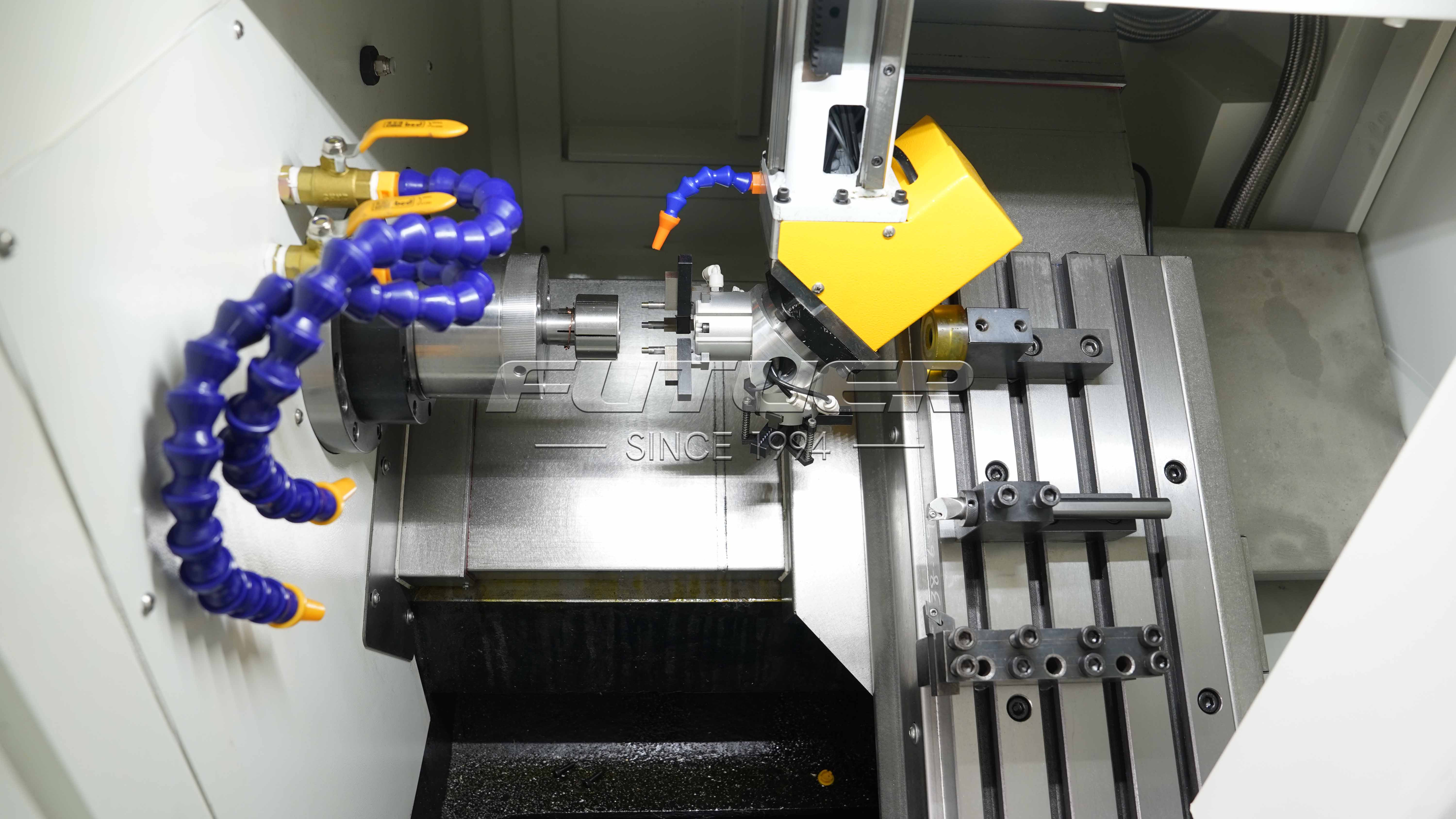
Όταν προστεθούν εργαλειουχίες με κίνηση σε τόρνους, αυτά τα μηχανήματα μετατρέπονται σε πραγματικούς πολυεργαλείους ικανούς να εκτελούν όλα τα είδη λειτουργιών, όπως φρέζες, διάτρηση και ακόμη και αρίθμηση υπό ορθές γωνίες σε σχέση με τον κύριο άξονα. Με την προσθήκη κίνησης στον άξονα Y, αυτά τα μηχανήματα μπορούν ξαφνικά να αντιμετωπίσουν περίπλοκα σχήματα και χαρακτηριστικά που δεν είναι κεντραρισμένα στο τεμάχιο. Σκεφτείτε πράγματα όπως εξαγωνικές επίπεδες επιφάνειες ή πολύπλοκες διαμήκεις τρύπες, οι οποίες συνήθως απαιτούσαν πολλαπλές μετακινήσεις των εξαρτημάτων. Με την προσθήκη δευτερεύοντος άξονα, τα εξαρτήματα μεταφέρονται αυτόματα από τη μία πλευρά στην άλλη κατά τη διάρκεια της κατεργασίας. Αυτό σημαίνει ότι επεξεργάζονται και οι δύο πλευρές χωρίς να χρειάζεται να σταματήσει και να επαναρυθμιστεί όλο το σύστημα, κάτι που μειώνει σημαντικά τον κύκλο εργασίας. Κάποια εργαστήρια αναφέρουν μειώσεις της τάξης του 60% περίπου, ανάλογα με το τι παράγουν. Για τους κατασκευαστές που αντιμετωπίζουν πολλές διαφορετικές σχεδιαστικές παραλλαγές εξαρτημάτων αλλά όχι μεγάλες ποσότητες, αυτή η διάταξη αποδίδει πραγματικά. Ουσιαστικά εξαλείφει την ανάγκη για επιπλέον ρυθμίσεις, οι οποίες συχνά οδηγούν σε λάθη κατά τη μεταφορά των εξαρτημάτων μεταξύ λειτουργιών. Το αποτέλεσμα; Υψηλότεροι ρυθμοί παραγωγής και καλύτερος έλεγχος ποιότητας σε όλα αυτά τα διαφορετικά εξαρτήματα που διεκπεραιώνονται στο εργαστήριο.
Απαιτήσεις Εξαρτημάτων: Πώς η Γεωμετρία, το Υλικό και η Ακρίβεια Καθορίζουν την Επιλογή Μηχανής Φρέζας CNC
Πολυπλοκότητα Εξαρτήματος και Τύπος Υλικού που Καθορίζουν την Κλάση Τόρνου και τη Στρατηγική Εργαλείων
Η μορφή των εξαρτημάτων και η σκληρότητα του υλικού αποφασίζουν βασικά ποιο είδος τόρνου πρέπει να χρησιμοποιηθεί και ποια εργαλεία λειτουργούν καλύτερα. Τα εξαρτήματα με βαθιές εσωτερικές λεπτομέρειες, περίεργα σχήματα που δεν είναι συμμετρικά ή εκείνα που είναι εκτός κέντρου, χρειάζονται συνήθως προηγμένα μηχανήματα, γνωστά ως πολυάξονα κέντρα φραιζαρίσματος-τόρνευσης, εξοπλισμένα με κίνηση άξονα Y και ενεργά εργαλεία. Όταν εργάζεστε με πολύ σκληρά μέταλλα, πάνω από περίπου 45 στην κλίμακα Rockwell, οι κατασκευαστές συνήθως επιλέγουν μηχανήματα με ισχυρούς άξονες με μεγάλη ροπή, στιβαρές κατασκευές κρεβατώματος και ειδικά εμφυτεύματα από καρβίδιο ή κεραμικά. Για μαλακότερα υλικά όπως το αλουμίνιο, έχει νόημα η χρήση γρηγορότερων άξονων περιστροφής, μαζί με αποτελεσματικά συστήματα απομάκρυνσης των τυρφών. Η επιλογή των σωστών παραμέτρων κοπής, σύμφωνα με τις δυνατότητες του μηχανήματος, μειώνει σημαντικά τον χρόνο παραγωγής. Κάποια εργαστήρια αναφέρουν περίπου ένα τρίτο λιγότερο χρόνο ανά εξάρτημα, αλλά αυτό συμβαίνει μόνο όταν όλοι κατανοούν τόσο τους περιορισμούς του εξοπλισμού όσο και τις σωστές τεχνικές κατεργασίας.
Οι ανοχές και οι στόχοι τελικής επιφάνειας που επηρεάζουν τη δυνατότητα του μηχανήματος και τη μετα-επεξεργασία
Όταν εργαζόμαστε με σφιχτά ανοχές περίπου ±0,005 mm, η θερμική αντιστάθμιση γίνεται απαραίτητη, εκτός από τις γραμμικές κλίμακες και τα υψηλής ανάλυσης συστήματα ανάδρασης για τα οποία όλοι μιλούν. Για επιφανειακά τελειώματα κάτω από Ra 0,8 μικρόμετρα, οι κατασκευαστές συνήθως χρειάζονται εδάφη μηχανημάτων με απόσβεση δόνησης, οδηγούς λείανσης με ακρίβεια και επιπλέον τα εξαιρετικά σταθερά ρουλεμάν του άξονα που διατηρούν τα πάντα σε ομαλή λειτουργία. Τα εξαρτήματα για αεροναυπηγικές ή ιατρικές εφαρμογές συνήθως χρειάζονται επιπλέον λείανση ή πολύρισμα μετά τις επιχειρήσεις φρεζαρίσματος, κάτι που μπορεί να καταναλώσει από 15% έως 30% του συνολικού χρόνου επεξεργασίας, ανάλογα με το πόσο ανώμαλα ξεκινούν τα πράγματα. Τα εξαρτήματα εμπορικής ποιότητας με ανοχές ±0,05 mm λειτουργούν εξίσου καλά σε συνηθισμένα κέντρα φρεζαρίσματος CNC, χωρίς να χρειάζονται βήματα δευτερεύουσας ολοκλήρωσης. Εξετάζοντας την ευρύτερη εικόνα, η επένδυση σε μηχανήματα εξοπλισμένα με ελεγχόμενες προγραμματιζόμενες ταχύτητες επιφάνειας και πολύ λεπτές αναλύσεις προώθησης έως και 0,001 mm έχει νόημα, αν θέλουμε να μειώσουμε τα ενοχλητικά κόστη μετά την επεξεργασία, ανεξάρτητα από τον όγκο παραγωγής με τον οποίο ασχολούμαστε.
Λειτουργική Οικονομία: Αξιολόγηση της Απόδοσης Επένδυσης, Ταιριάσματος Όγκου και Συνολικού Κόστους Ιδιοκτησίας για την Επένδυσή σας σε Μηχανή CNC Τόρνευσης
Ανάλυση Σημείου Εξισορρόπησης: Εξισορρόπηση Κόστους Εγκατάστασης, Εξοικονόμησης Εργασίας και Χρονοδιαγράμματος Επανάκτησης
Το σημείο εξισορρόπησης για τις βιομηχανικές εγκαταστάσεις εξαρτάται κυρίως από τρία βασικά πράγματα: το κόστος έναρξης, τα χρήματα που εξοικονομούμε στο εργατικό δυναμικό και τον αριθμό των προϊόντων που μπορούμε πραγματικά να παράγουμε. Οι περισσότερες εταιρείες διαπιστώνουν ότι περίπου τα δύο τρίτα των αρχικών δαπανών τους κατευθύνονται σε πράγματα όπως η αγορά εξοπλισμού, η σωστή εγκατάστασή του, η προετοιμασία όλων των εργαλείων και η εκπαίδευση του προσωπικού. Υπάρχουν όμως και εξοικονομήσεις. Όταν οι ποσότητες παραγωγής φτάσουν αρκετά υψηλά, τα αυτοματοποιημένα συστήματα μειώνουν την εργασία χειρός κατά περίπου το ήμισυ, πράγμα που σημαίνει ότι οι εργαζόμενοι δεν χρειάζεται να αγγίζουν κάθε αντικείμενο τόσο συχνά. Επιπλέον, ο βελτιωμένος έλεγχος ποιότητας μειώνει τα απορρίμματα κατά περίπου 15 έως 25 τοις εκατό, επειδή όλα παράγονται με μεγαλύτερη συνέπεια. Ωστόσο, όταν η μηνιαία παραγωγή ξεπεράσει τις 5.000 μονάδες, οι αριθμοί αλλάζουν αρκετά. Τα σταθερά έξοδα κατανέμονται σε περισσότερα προϊόντα, και οι εξοικονομήσεις στο εργατικό δυναμικό αρχίζουν πραγματικά να αθροίζονται, αφού οι μηχανές λειτουργούν περισσότερο χωρίς χρόνους αδράνειας. Αν η συνολική επένδυση αποπληρωθεί εντός τριών ετών, αυτό θεωρείται γενικά αρκετά καλή απόδοση της επένδυσης, ιδιαίτερα αν η ζήτηση της αγοράς παραμένει σταθερή αντί να αυξομοιώνεται από μήνα σε μήνα.
Κόστος Ανά Εξάρτημα σε Σενάρια Χαμηλού, Μεσαίου και Υψηλού Όγκου
Η παραγωγή χαμηλού όγκου (<1.000 μονάδες/μήνα) επιβαρύνεται από ανυπόλογες δαπάνες εγκατάστασης ανά εξάρτημα. Οι μεσαίοι όγκοι (1.000–10.000 μονάδες) επιτυγχάνουν τη βέλτιστη ισορροπία μεταξύ ευελιξίας και αποδοτικότητας. Οι παραγωγές υψηλού όγκου (10.000+ μονάδες) αξιοποιούν πλήρως τη χωρητικότητα των μηχανημάτων—μειώνοντας το κόστος ανά εξάρτημα έως και 60% μέσω οικονομιών κλίμακας και ελαχιστοποίησης του χρόνου αδράνειας.
Ετοιμότητα Προσωπικού και Υποστηρικτικό Οικοσύστημα για Βιώσιμη Εγκατάσταση Μηχανών Τόρνευσης CNC
Η επίτευξη καλών αποτελεσμάτων από αυτές τις μηχανές δεν έχει να κάνει μόνο με το να διαθέτει κανείς τον κατάλληλο εξοπλισμό. Εξίσου σημαντικοί είναι και οι άνθρωποι, καθώς και ο τρόπος με τον οποίο γίνονται τα πράγματα εδώ. Σύμφωνα με το Manufacturing Technology Insights του 2023, σχεδόν τέσσερις στους πέντε απρόβλεπτους εκτροχιασμούς σε μηχανές CNC οφείλονται στο τι δεν γνωρίζουν οι χειριστές, παρά σε κάποια μηχανική βλάβη. Η εκπαίδευση νέων υπαλλήλων καλύπτει βασικά θέματα όπως τους κανόνες ασφαλείας, απλά ζητήματα προγραμματισμού και τη σωστή ρύθμιση της μηχανής. Αλλά αυτό είναι μόνο ένα μέρος της ιστορίας. Πραγματική πρόοδος επιτυγχάνεται όταν οι εργαζόμενοι συνεχίζουν να μαθαίνουν, ειδικά όταν αντιμετωπίζουν πολύπλοκες εργασίες με πολλούς άξονες ή όταν προσπαθούν να βρουν καλύτερους τρόπους βελτιστοποίησης των διαδρομών κοπής. Βοηθούν επίσης πολύ και οι τακτικοί έλεγχοι με τους συνεργάτες συντήρησης. Πράγματα όπως η προγραμματισμένη επιθεώρηση των ατράκτων και η παρακολούθηση της φθοράς των ρουλεμάν μπορούν να αποτρέψουν προβλήματα πριν προκύψουν. Τα εργαστήρια που διαρκούν περισσότερο τείνουν να διαθέτουν τεχνικούς ικανούς να αναλαμβάνουν πολλαπλούς ρόλους, σαφείς γραπτές οδηγίες ώστε οποιοσδήποτε να μπορεί να επαναλάβει συνεπώς τις ρυθμίσεις, καθώς και συστήματα για γρήγορες επισκευές όταν κάτι πάει στραβά με τη σκληρότητα ή την ευθυγράμμιση. Αν οι εταιρείες αποφύγουν να επενδύσουν στο ανθρώπινο δυναμικό τους και στα υποστηρικτικά συστήματα, όλη αυτή η εξελιγμένη τεχνολογία CNC τελικά θα μείνει απλώς αδρανής, συγκεντρώνοντας σκόνη αντί να κερδίζει πραγματικά χρήματα για την επιχείρηση.
Συχνές Ερωτήσεις
Ποιος είναι ο ρόλος της ισχύος του άξονα στα CNC τόρνευσης;
Η ισχύς του άξονα είναι κρίσιμη, καθώς καθορίζει τη ροπή που απαιτείται για την κοπή δύσκολων υλικών, εξασφαλίζοντας ακρίβεια διαστάσεων και υψηλής ποιότητας τελικές επιφάνειες, ειδικά κατά τη διάρκεια λειτουργιών με υψηλή ταχύτητα ή μεγάλο φορτίο.
Πώς βελτιώνουν η ενεργή εργαλειοθήκη και η κίνηση στον άξονα Y την απόδοση των CNC μηχανών;
Η ενεργή εργαλειοθήκη και η κίνηση στον άξονα Y μετατρέπουν τα τόρνευση σε πολυεργαλεία ικανά να εκτελούν πολλαπλές εργασίες, όπως φρέζες, τρυπάνισμα και αρχαίωση, μειώνοντας έτσι σημαντικά τους χρόνους κύκλου και βελτιώνοντας την παραγωγικότητα.
Ποιοι παράγοντες πρέπει να ληφθούν υπόψη κατά την επιλογή ενός τόρνευσης CNC;
Λάβετε υπόψη την πολυπλοκότητα και τον τύπο υλικού των εξαρτημάτων, τις απαιτούμενες ανοχές, τους στόχους τελικής επιφάνειας και τη συνολική οικονομικότητα της λειτουργίας κατά την επιλογή ενός τόρνευσης CNC.
Πώς επηρεάζει ο όγκος παραγωγής το κόστος ανά εξάρτημα στην κατεργασία CNC;
Το κόστος ανά εξάρτημα επηρεάζεται σε μεγάλο βαθμό από τον όγκο παραγωγής. Η παραγωγή χαμηλού όγκου επιφέρει υψηλότερο κόστος ανά εξάρτημα λόγω των εξόδων εγκατάστασης, ενώ η παραγωγή υψηλού όγκου επωφελείται από τα οικονομικά οφέλη της κλίμακας, μειώνοντας σημαντικά το κόστος.
Πίνακας Περιεχομένων
- Δυνατότητες μηχανήματος: Ευθυγράμμιση Μηχανή στροφής CNC Προδιαγραφές με τις ανάγκες παραγωγής σας
- Απαιτήσεις Εξαρτημάτων: Πώς η Γεωμετρία, το Υλικό και η Ακρίβεια Καθορίζουν την Επιλογή Μηχανής Φρέζας CNC
- Λειτουργική Οικονομία: Αξιολόγηση της Απόδοσης Επένδυσης, Ταιριάσματος Όγκου και Συνολικού Κόστους Ιδιοκτησίας για την Επένδυσή σας σε Μηχανή CNC Τόρνευσης
- Ετοιμότητα Προσωπικού και Υποστηρικτικό Οικοσύστημα για Βιώσιμη Εγκατάσταση Μηχανών Τόρνευσης CNC
- Συχνές Ερωτήσεις