
Capacités de la machine : Adaptation Machines de tournage à commande numérique Spécifications à vos besoins de production
Puissance de la broche, rigidité et intelligence du système de commande
La puissance de la broche joue un rôle important pour générer suffisamment de couple lors du découpage de matériaux difficiles tels que le titane ou l'Inconel. Les machines dotées d'une construction robuste résistent généralement mieux aux vibrations pendant les opérations de coupe intenses à haute vitesse ou sous charges élevées, ce qui permet de conserver une précision dimensionnelle des pièces et une bonne qualité de finition de surface. Les systèmes de commande modernes gèrent assez bien les instructions complexes en code G, et certains sont équipés de logiciels intelligents capables de prédire les variations de température avant qu'elles ne surviennent, en effectuant des ajustements automatiques afin de maintenir les tolérances dans une fourchette d'environ un demi-millième de pouce (soit la classe fine ISO 2768). L'ensemble de ces éléments interagit pour déterminer si un centre d'usinage peut maintenir une précision constante lors de grandes séries de production, sans rencontrer de problèmes entraînant des réparations coûteuses ou des arrêts inattendus sur le plancher d'usine.
Outils motorisés, axe Y et intégration de contre-broche pour une efficacité multi-opérations
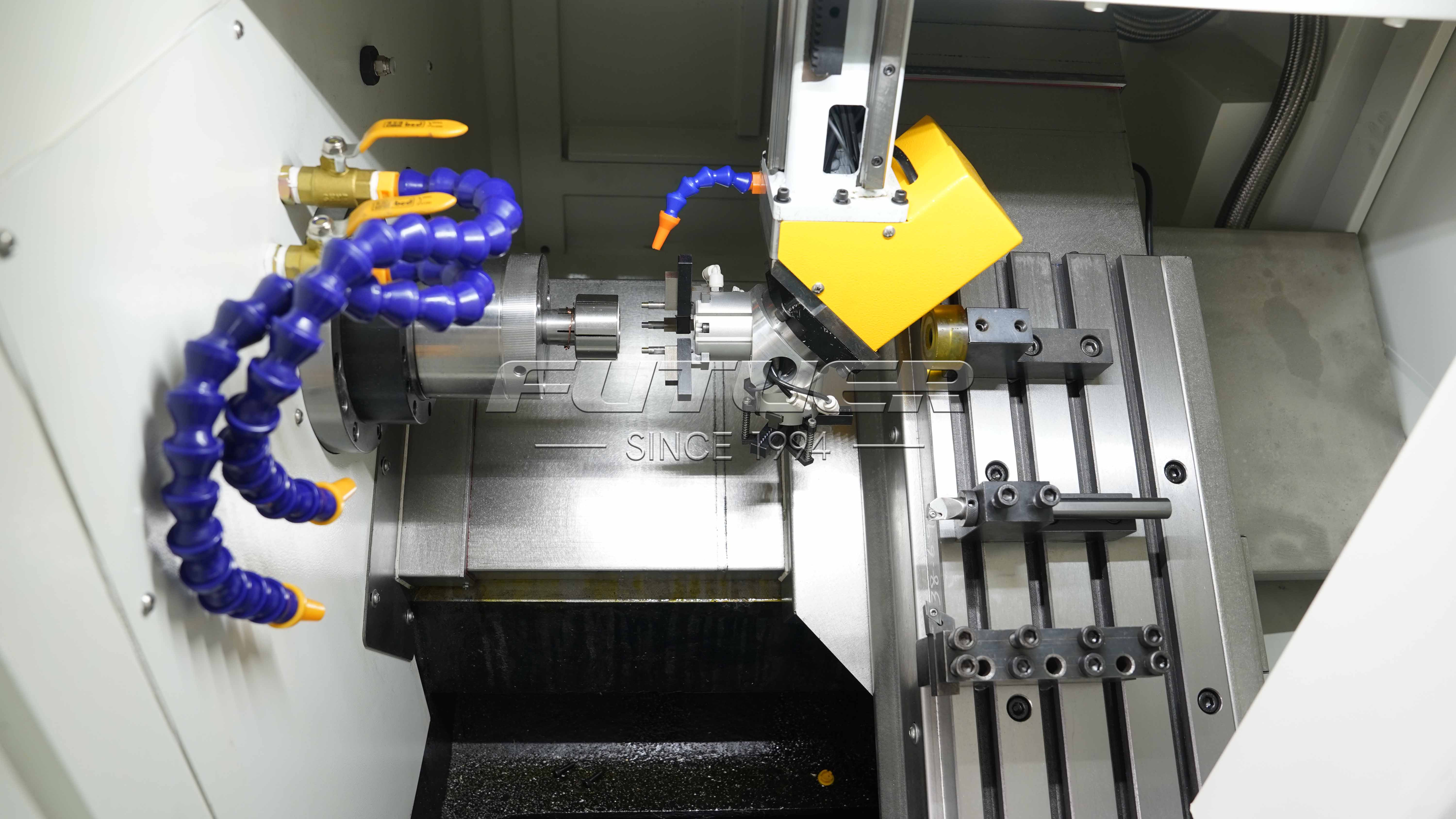
Lorsqu'on ajoute des outils motorisés aux tours, ces machines se transforment en véritables multitâches capables d'effectuer toutes sortes d'opérations telles que le fraisage, le perçage et même le taraudage à angle droit par rapport au mandrin principal. Ajoutez un mouvement selon l'axe Y, et soudainement ces machines peuvent usiner des formes complexes et des détails non centrés sur la pièce. Pensez par exemple à des surfaces planes hexagonales ou à des trous transversaux compliqués qui nécessitaient auparavant de manipuler plusieurs fois la pièce. Avec un mandrin secondaire intégré, les pièces passent automatiquement d'un côté à l'autre pendant l'usinage. Cela permet de travailler les deux côtés sans avoir à arrêter la machine ni à tout remettre en place, ce qui réduit considérablement le temps de cycle. Certains ateliers signalent des réductions d'environ 60 %, selon les pièces produites. Pour les fabricants qui doivent produire de nombreux modèles différents sans grandes séries, cette configuration est particulièrement rentable. Elle élimine essentiellement les montages supplémentaires, souvent sources d'erreurs lors de la manipulation des pièces entre différentes opérations. Le résultat ? Des taux de production plus élevés et un meilleur contrôle qualité sur tous les composants variés qui passent dans l'atelier.
Exigences des pièces : comment la géométrie, le matériau et la précision influencent le choix des machines de tournage CNC
Complexité des pièces et type de matériau déterminant la classe du tour et la stratégie d'outillage
La forme des pièces et la dureté du matériau déterminent essentiellement le type de tour à utiliser ainsi que les outils les plus adaptés. Les pièces présentant des caractéristiques internes profondes, des formes irrégulières non symétriques ou des éléments excentrés nécessitent généralement des machines avancées appelées centres de tournage-fraisage multiaxes équipés d'un mouvement sur l'axe Y et d'outils motorisés. Lorsqu'on travaille avec des métaux particulièrement résistants, dont la dureté dépasse environ 45 sur l'échelle Rockwell, les fabricants optent typiquement pour des machines dotées de broches à fort couple, de structures massives et d'inserts spéciaux en carbure ou en céramique. Pour des matériaux plus tendres comme l'aluminium, des broches à rotation rapide sont préférables, accompagnées de systèmes efficaces d'évacuation des copeaux. L'ajustement correct des paramètres de coupe en fonction des capacités réelles de la machine permet de réduire considérablement le temps de production. Certains ateliers signalent un gain d'environ un tiers sur le temps consacré par pièce, mais cela ne se produit que lorsque chacun maîtrise à la fois les limites des équipements et les techniques d'usinage appropriées.
Tolérances et objectifs de finition influençant la capacité de la machine et le post-traitement
Lorsqu'on travaille avec des tolérances étroites autour de ±0,005 mm, la compensation thermique devient essentielle, en complément des échelles linéaires et des systèmes de rétroaction haute résolution dont tout le monde parle. Pour des finitions de surface inférieures à Ra 0,8 micron, les fabricants ont généralement besoin de lits de machine amortis aux vibrations, de glissières rectifiées avec précision, ainsi que de paliers de broche ultra stables qui maintiennent tout fonctionnement en douceur. Les composants destinés aux applications aérospatiales ou médicales nécessitent souvent un rectification ou un polissage supplémentaire après les opérations de tournage, ce qui peut représenter entre 15 % et 30 % du temps total de traitement selon l'état de départ des pièces. Les pièces de qualité commerciale avec des tolérances de ±0,05 mm fonctionnent parfaitement sur des centres de tournage CNC standards, sans nécessiter d'étapes de finition secondaires. En prenant une vue d'ensemble, investir dans des machines équipées de commandes programmables de vitesse de coupe et de très fines résolutions d'avance jusqu'à 0,001 mm est une démarche logique si l'on souhaite réduire ces coûts de post-traitement indésirables, quel que soit le volume de production considéré.
Économie opérationnelle : Évaluer le retour sur investissement, l'adéquation au volume et le coût total de possession pour votre investissement en machine d'usinage CNC
Analyse de seuil de rentabilité : Équilibrer les coûts de configuration, les économies sur la main-d'œuvre et le délai de récupération
Le seuil de rentabilité pour les opérations de fabrication dépend principalement de trois facteurs : le coût de démarrage, les économies réalisées sur la main-d'œuvre et le nombre de produits que l'on peut effectivement produire. La plupart des entreprises constatent qu'environ les deux tiers de leurs dépenses initiales sont consacrés à l'achat d'équipements, à leur installation correcte, à la préparation de tous les outils et à la formation du personnel. Mais il existe également des économies. Lorsque les volumes de production deviennent suffisamment élevés, les systèmes automatisés réduisent le travail manuel d'environ moitié, ce qui signifie que les ouvriers doivent manipuler chaque article moins fréquemment. De plus, un meilleur contrôle qualité diminue les pertes de 15 à 25 pour cent environ, car la production est plus homogène. Toutefois, une fois que la production mensuelle dépasse 5 000 unités, la donne change sensiblement. Les frais fixes se répartissent sur un plus grand nombre de produits, et les économies sur la main-d'œuvre commencent vraiment à s'accumuler, car les machines fonctionnent plus longtemps sans temps d'arrêt. Si l'ensemble de l'investissement se rembourse en moins de trois ans, cela est généralement considéré comme un bon retour sur investissement, particulièrement si la demande du marché reste stable plutôt que de fluctuer fortement d'un mois à l'autre.
Coût par pièce dans les scénarios à faible, moyen et haut volume
La production à faible volume (<1 000 unités/mois) supporte des coûts de configuration disproportionnés par pièce. Les volumes moyens (1 000 à 10 000 unités) atteignent un équilibre optimal entre flexibilité et efficacité. Les séries à haut volume (10 000 unités et plus) exploitent pleinement la capacité des machines — réduisant les coûts par pièce jusqu'à 60 % grâce aux économies d'échelle et au temps d'inactivité minimisé.
Préparation de la main-d'œuvre et écosystème d'assistance pour un déploiement durable des machines de tournage CNC
Obtenir de bons résultats avec ces machines ne dépend pas uniquement du bon équipement. Les personnes comptent aussi, tout comme la manière dont les choses sont faites ici. Selon Manufacturing Technology Insights en 2023, près de quatre pannes inattendues sur cinq sur les machines de tournage CNC sont dues à un manque de connaissances des opérateurs plutôt qu'à une défaillance mécanique. La formation du personnel débutant couvre les notions de base comme les règles de sécurité, les principes simples de programmation et la bonne mise en place de la machine. Mais ce n'est là qu'une partie de l'histoire. Les véritables progrès surviennent lorsque les employés continuent d'apprendre, notamment lorsqu'ils traitent des travaux complexes à plusieurs axes ou cherchent des moyens d'optimiser les trajectoires de coupe. Des visites régulières avec des partenaires de maintenance sont également très utiles. Par exemple, des contrôles planifiés des broches ou la surveillance de l'usure des roulements permettent d'éviter les problèmes avant qu'ils ne surviennent. Les ateliers les plus performants ont généralement des techniciens capables d'assumer plusieurs rôles, des instructions écrites claires afin que n'importe qui puisse reproduire les réglages de façon constante, et des systèmes en place pour effectuer rapidement des réparations quand un problème survient au niveau de la rigidité ou de l'alignement. Si les entreprises négligent d'investir dans leurs collaborateurs et dans des systèmes d'appui, toute cette technologie avancée de CNC finit par rester inutilisée, à simplement accumuler la poussière au lieu de générer des revenus pour l'entreprise.
Questions fréquemment posées
Quel rôle joue la puissance de la broche dans les machines de tournage CNC ?
La puissance de la broche est cruciale car elle détermine le couple nécessaire pour couper des matériaux difficiles, garantissant une précision dimensionnelle et des finitions de surface de haute qualité, en particulier lors d'opérations à grande vitesse ou sous charge élevée.
Comment l'outillage actif et le mouvement selon l'axe Y améliorent-ils l'efficacité des machines CNC ?
L'outillage actif et le mouvement selon l'axe Y transforment les tours en machines multitâches capables d'effectuer plusieurs opérations telles que le fraisage, le perçage et le taraudage, réduisant ainsi considérablement les temps de cycle et améliorant la productivité.
Quels facteurs doivent être pris en compte lors du choix d'une machine de tournage CNC ?
Prenez en compte la complexité et le type de matériau des pièces, les tolérances requises, les objectifs de finition de surface et l'économie globale de fonctionnement lors du choix d'une machine de tournage CNC.
Comment le volume de production influence-t-il le coût par pièce en usinage CNC ?
Le coût par pièce dépend largement du volume de production. Une production à faible volume entraîne des coûts unitaires plus élevés en raison des frais de configuration, tandis qu'une production à grand volume bénéficie d'économies d'échelle, réduisant ainsi significativement les coûts.
Table des Matières
- Capacités de la machine : Adaptation Machines de tournage à commande numérique Spécifications à vos besoins de production
- Exigences des pièces : comment la géométrie, le matériau et la précision influencent le choix des machines de tournage CNC
- Économie opérationnelle : Évaluer le retour sur investissement, l'adéquation au volume et le coût total de possession pour votre investissement en machine d'usinage CNC
- Préparation de la main-d'œuvre et écosystème d'assistance pour un déploiement durable des machines de tournage CNC
- Questions fréquemment posées