
Можливості верстата: відповідність Машини для обертання на станці Технічні характеристики вашим виробничим потребам
Потужність шпінделя, жорсткість та інтелектуальна система керування
Потужність шпінделя відіграє важливу роль у створенні достатнього обертового моменту під час різання важкооброблюваних матеріалів, таких як титан або Інконель. Верстати з міцною конструкцією краще протистоять вібраціям під час інтенсивного різання на високих швидкостях або за великих навантажень, що допомагає зберегти точність розмірів деталей і забезпечує якісну поверхневу обробку. Сучасні системи керування добре справляються зі складними G-кодовими інструкціями, а деякі оснащені розумним програмним забезпеченням, яке передбачає зміни температури ще до їх виникнення, автоматично коригуючи параметри, щоб допуски залишалися в межах приблизно половини тисячної дюйма (це відповідає класу точності ISO 2768 fine). Усі ці елементи разом визначають, чи може обробний центр забезпечувати стабільну точність під час масового виробництва без проблем, які призводять до дорогих виправлень або неочікуваних простоїв на виробничому майданчику.
Функціональні інструменти, вісь Y та інтегрований допоміжний шпіндель для багатоопераційної ефективності
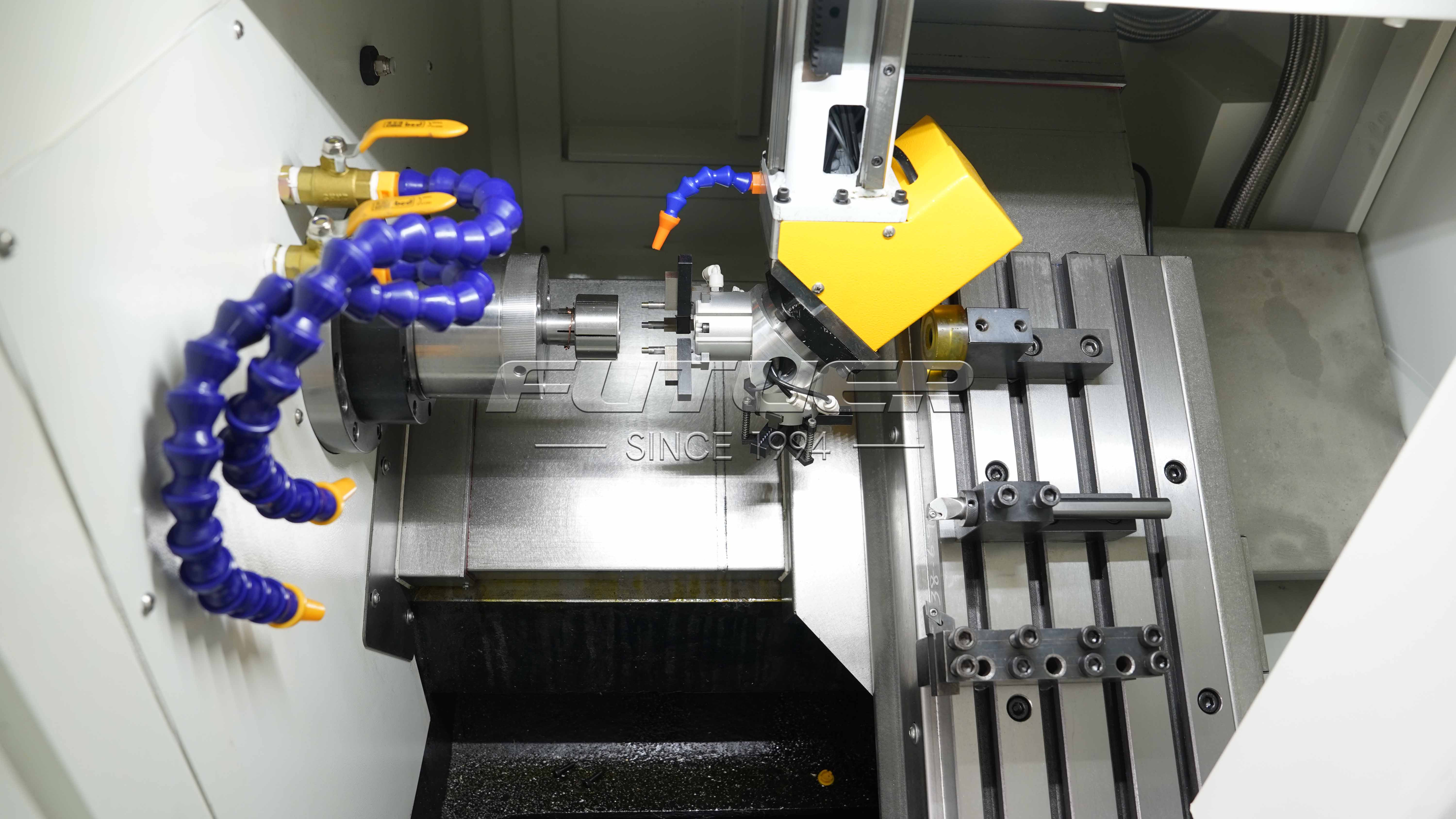
Коли до токарних верстатів додаються живі інструменти, ці машини перетворюються на справжніх багатозадачних виконавців, здатних виконувати безліч операцій, таких як фрезерування, свердління та навіть нарізання різьби під прямим кутом до головного шпіндель. Додайте рух по осі Y, і раптом ці машини зможуть справлятися зі складними формами та елементами, які не розташовані по центру заготовки. Подумайте про такі речі, як шестигранні плоскі поверхні або складні перехресні свердління, для яких раніше потрібно було багаторазово переміщати деталі. З додатковим шпінделем деталі автоматично переміщаються з одного боку на інший під час обробки. Це означає, що обидва боки обробляються без необхідності зупинятися та переналаштовувати все заново, що значно скорочує час циклу. Деякі підприємства повідомляють про скорочення приблизно на 60% залежно від того, що вони виробляють. Для виробників, які мають справу з великою кількістю різних конструкцій деталей, але не великою кількістю, така конфігурація дійсно виправдовує себе. По суті, це усуває необхідність додаткових налаштувань, які часто призводять до помилок під час обробки деталей між операціями. Результат? Вищі темпи виробництва та кращий контроль якості всіх цих різноманітних компонентів, що проходять через механічну дільницю.
Вимоги до деталей: як геометрія, матеріал і точність впливають на вибір токарного верстата з ЧПУ
Складність деталі та тип матеріалу, що визначають клас токарного верстата та стратегію інструментального оснащення
Форма деталей і твердість матеріалу визначають, який вид токарного верстата слід використовувати, а також які інструменти будуть найефективнішими. Для деталей із глибокими внутрішніми елементами, незвичайної форми, несиметричних або зміщених від центру, зазвичай потрібні просунуті верстати — багатоосьові фрезерно-токарні центри з рухом по осі Y та живими інструментами. При обробці дуже твердих металів, твердість яких перевищує 45 одиниць за шкалою Роквелла, виробники зазвичай обирають верстати з потужними шпиндельними приводами, міцною станиною та спеціальними пластинами з карбіду вольфраму або кераміки. Для м'яких матеріалів, таких як алюміній, доцільно використовувати швидкообертальні шпіналі разом із ефективними системами видалення стружки. Правильний підбір режимів різання, що відповідають реальним можливостям верстата, значно скорочує час виробництва. Деякі підприємства повідомляють про скорочення часу обробки кожної деталі приблизно на третину, але це можливо лише за умови чіткого розуміння обмежень обладнання та правильних методів механічної обробки.
Допуски та вимоги до шорсткості поверхні, що впливають на можливості обладнання та подальшу обробку
При роботі з жорсткими допусками близько ±0,005 мм термокомпенсація стає необхідною поряд із лінійними шкалами та системами зворотного зв'язку з високою роздільною здатністю, про які всі говорять. Для чистоти обробленої поверхні нижче Ra 0,8 мкм виробникам зазвичай потрібні віброгаслені станини верстатів, прецизійно вишліфовані напрямні, а також ультрастабільні шпиндельні підшипники, що забезпечують плавну роботу всього обладнання. Компоненти для авіаційної або медичної галузей, як правило, потребують додаткового шліфування або полірування після токарних операцій, що може займати від 15% до 30% загального часу обробки залежно від початкового стану поверхні. Деталі комерційного класу з допусками ±0,05 мм добре обробляються на звичайних токарних центрах без необхідності додаткових операцій остаточної обробки. Загалом, доцільно інвестувати в верстати, оснащені програмованим регулюванням швидкості різання та дуже точною подачею до 0,001 мм, щоб скоротити непотрібні витрати на післяопераційну обробку незалежно від обсягів виробництва.
Економіка експлуатації: оцінка ROI, відповідності обсягам та сукупної вартості володіння для вашого інвестиційного вкладення у верстат з ЧПУ для токарних робіт
Аналіз беззбитковості: балансування витрат на налаштування, економії на оплаті праці та терміну окупності
Точка беззбитковості для виробничих операцій залежить переважно від трьох основних чинників: вартості запуску, економії на робочій силі та кількості продуктів, які можна реально виробити. Більшість компаній виявляють, що приблизно дві третини початкових витрат йдуть на придбання обладнання, його правильне налаштування, підготовку всіх інструментів і навчання персоналу. Проте є й економія. Коли обсяги виробництва стають достатньо високими, автоматизовані системи скорочують ручну працю приблизно вдвічі, тобто працівникам не потрібно так часто торкатися кожного окремого виробу. Крім того, покращений контроль якості зменшує відходи на 15–25%, оскільки все виготовляється більш узгоджено. Проте коли місячний випуск перевищує 5000 одиниць, розрахунки значно змінюються. Постійні витрати розподіляються на більшу кількість продуктів, а економія на робочій силі починає суттєво нарощуватися, оскільки машини працюють довше без простоїв. Якщо всі інвестиції окупляться протягом трьох років, це загалом вважається досить гарним поверненням інвестицій, особливо якщо попит на ринку залишається стабільним, а не стрибає з місяця в місяць.
Вартість на одиницю при низькому, середньому та високому обсягах виробництва
Виробництво малих партій (<1000 одиниць/місяць) має непропорційно високі витрати на налагодження на одиницю продукції. Середні обсяги (1000–10 000 одиниць) забезпечують оптимальний баланс між гнучкістю та ефективністю. Великосерійне виробництво (понад 10 000 одиниць) використовує повну потужність обладнання — скорочуючи вартість на одиницю продукції до 60% за рахунок економії на масштабі та мінімізації простоїв.
Готовність персоналу та екосистема підтримки для сталого впровадження верстатів з ЧПУ для токарних робіт
Отримання хороших результатів від цих верстатів залежить не лише від наявності правильного обладнання. Мають значення також люди та те, як виконуються роботи тут. Згідно з даними Manufacturing Technology Insights за 2023 рік, майже чотири з п’яти несподіваних відключень у верстатах з ЧПУ пов’язані з недостатніми знаннями операторів, а не з механічними поломками. Навчання нового персоналу охоплює основи, такі як правила безпеки, просте програмування та правильне налаштування верстата. Але це лише частина процесу. Справжній прогрес досягається тоді, коли працівники продовжують навчатися, особливо при виконанні складних багатоосьових операцій або пошуку кращих способів оптимізації траєкторій різання. Регулярні перевірки разом із сервісними партнерами також дуже допомагають. Такі заходи, як планові огляди шпінделів та контроль зносу підшипників, можуть запобігти проблемам ще до їх виникнення. Найстійкіші виробництва, як правило, мають техніків, здатних виконувати кілька ролей, чіткі письмові інструкції, щоб будь-хто міг однаково точно відтворювати налаштування, а також системи, які забезпечують швидке усунення несправностей у разі втрати жорсткості або порушення вирівнювання. Якщо компанії ухиляються від інвестицій у свій персонал та підтримуючі системи, все це сучасне технологічне обладнання з ЧПУ просто залишатиметься без діла, збираючи пил замість того, щоб приносити реальний прибуток бізнесу.
Часто задані питання
Яку роль відіграє потужність шпінделя у верстатах з ЧПУ?
Потужність шпінделя має вирішальне значення, оскільки визначає крутний момент, необхідний для різання важких матеріалів, забезпечуючи точність розмірів і високоякісну обробку поверхонь, особливо під час високошвидкісних або важконавантажених операцій.
Як живе оснащення та рух по осі Y підвищують ефективність верстатів з ЧПУ?
Живе оснащення та рух по осі Y перетворюють токарні верстати на багатофункціональні машини, здатні виконувати кілька операцій, таких як фрезерування, свердління та нарізання різьби, значно скорочуючи цикл обробки та підвищуючи продуктивність.
Які фактори слід враховувати при виборі токарного верстата з ЧПУ?
При виборі токарного верстата з ЧПУ слід враховувати складність деталей та тип матеріалу, необхідні допуски, вимоги до обробки поверхні та загальну економічну ефективність роботи.
Як обсяг виробництва впливає на вартість однієї деталі у технології обробки на верстатах з ЧПУ?
Вартість деталі в значній мірі залежить від обсягу виробництва. При виробництві невеликими партіями вартість кожної деталі вища через витрати на підготовку виробництва, тоді як масове виробництво дозволяє скористатися ефектом масштабу, суттєво знижуючи вартість.
Зміст
- Можливості верстата: відповідність Машини для обертання на станці Технічні характеристики вашим виробничим потребам
- Вимоги до деталей: як геометрія, матеріал і точність впливають на вибір токарного верстата з ЧПУ
- Економіка експлуатації: оцінка ROI, відповідності обсягам та сукупної вартості володіння для вашого інвестиційного вкладення у верстат з ЧПУ для токарних робіт
- Готовність персоналу та екосистема підтримки для сталого впровадження верстатів з ЧПУ для токарних робіт
- Часто задані питання